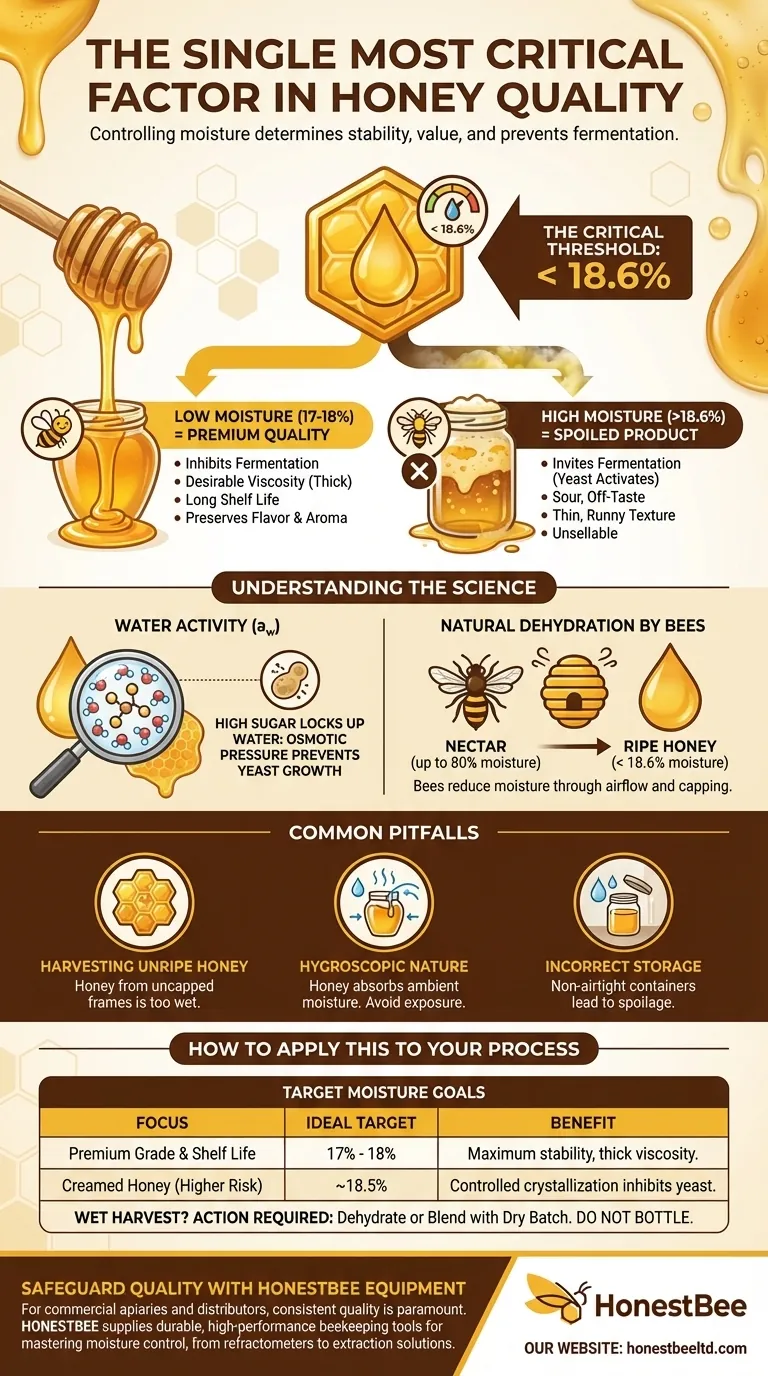
Controlling honey's moisture content is the single most critical factor in determining its quality, stability, and value. This is not merely a matter of preference; it is the fundamental step that prevents fermentation, ensures a desirable viscosity, and guarantees a long shelf life. Properly managed moisture is the difference between a premium product and a spoiled one.
The entire practice of honey processing hinges on one principle: keeping moisture content low enough to inhibit yeast growth. Exceeding the critical threshold, generally accepted as 18.6%, invites fermentation that permanently spoils the honey's flavor, aroma, and commercial grade.

Why Moisture Content Dictates Honey Quality
To understand the importance of moisture control, we must first look at the microbial life naturally present in honey. This context reveals why a small percentage change in water can have such a dramatic impact.
The Ever-Present Threat of Fermentation
All raw honey contains dormant, wild yeasts, specifically osmophilic yeasts that can survive in high-sugar environments.
These yeasts remain inactive as long as the honey's moisture content is sufficiently low. However, once the water level rises above approximately 18.6%, these yeasts can activate and begin to metabolize the sugars.
This process, fermentation, produces alcohol and carbon dioxide, leading to a sour, "off" taste and a frothy appearance, rendering the honey unsellable.
The Impact on Viscosity and Texture
Moisture content directly influences honey's viscosity, or its thickness.
Honey with low moisture (e.g., 17%) is thick and flows slowly, a characteristic widely associated with high quality. Conversely, honey with high moisture content is thin and runny, which can be perceived by consumers as being of lower quality or even adulterated.
Preservation of Flavor and Aroma
The unique flavor and aroma profile of a honey varietal is delicate. Fermentation completely ruins this profile.
The byproducts of yeast activity introduce acidic and alcoholic notes that overpower the honey's natural floral and sweet characteristics. Proper moisture control is essential for preserving the authentic taste of the harvest.
Understanding the Science of Water in Honey
The relationship between sugar and water in honey is what makes it such a stable product. Bees have perfected this process, and the beekeeper's job is to ensure that work is preserved.
The Principle of Water Activity (a_w)
It is not just the amount of water that matters, but its availability for microbial use. This is measured as "water activity."
Honey's extremely high sugar concentration binds to water molecules, creating powerful osmotic pressure. This effectively "locks up" the water, making it unavailable to the yeast cells and preventing them from growing, even if they are present.
How Bees Naturally Dehydrate Honey
Nectar collected by bees can have a moisture content as high as 80%. The bees actively dehydrate it by passing it among themselves and fanning their wings at the hive entrance to create airflow.
This process reduces the moisture to a stable level, typically below 18.6%. They then cap the honeycomb cell with wax, signaling that the honey is "ripe" and ready for long-term storage.
The Importance of Accurate Measurement
The only way to be certain of moisture content is to measure it. The industry-standard tool for this is a honey refractometer.
This device measures how light bends as it passes through the honey, which correlates directly to the water content. An accurate reading is non-negotiable for any serious honey producer.
Common Pitfalls in Moisture Management
Even with an understanding of the principles, mistakes are common. Honey's nature presents specific challenges during extraction and storage.
Harvesting Unripe Honey
The most frequent error is harvesting honey too early, before the bees have had a chance to fully dehydrate it and cap the cells. Honey from uncapped or partially capped frames almost always has a dangerously high moisture content.
Ignoring Environmental Humidity
Honey is hygroscopic, meaning it will actively absorb moisture from the surrounding air.
Leaving honey uncapped or exposed in a humid environment during extraction or storage can cause its moisture content to rise to unsafe levels, even if it was perfectly ripe in the hive.
Incorrect Storage Conditions
Storing honey in containers that are not airtight can also lead to moisture absorption over time, especially in humid climates. This can turn a perfectly stable product into a fermented one months after jarring.
How to Apply This to Your Process
Your approach to moisture control should be guided by your end goal. Different objectives require slightly different targets and considerations.
- If your primary focus is premium grade and maximum shelf life: Your target moisture content should be below 18.6%, with the ideal range being 17% to 18%. This ensures stability and produces the thick viscosity prized in high-quality honey.
- If your primary focus is producing creamed honey: A slightly higher moisture content (around 18.5%) can sometimes be acceptable, as the controlled crystallization process can help inhibit yeast mobility, but this carries a higher risk and requires precise control.
- If you are dealing with a "wet" harvest: Do not bottle it. You must take corrective action, either by using a honey dehydrator to lower the moisture or by blending the wet honey with a batch that is exceptionally dry to achieve a safe average.
Mastering moisture control is the fundamental skill that ensures the integrity and value of your honey from the hive to the jar.
Summary Table:
| Key Factor | Importance | Ideal Target |
|---|---|---|
| Prevents Fermentation | Inhibits yeast growth, preserving flavor and aroma. | < 18.6% moisture |
| Controls Viscosity | Achieves the thick, slow-flow texture associated with high quality. | 17% - 18% moisture |
| Ensures Shelf Life | Guarantees long-term stability and product integrity. | < 18.6% moisture |
Safeguard Your Honey's Quality and Value with the Right Equipment
For commercial apiaries and beekeeping equipment distributors, consistent quality and efficiency are paramount. HONESTBEE supplies the durable, high-performance beekeeping supplies and equipment you need to master moisture control and every other critical step of honey processing. From refractometers for precise measurement to extraction and storage solutions, our wholesale-focused operations ensure you get the reliable tools required for a premium product.
Contact HONESTBEE today to discuss your equipment needs and elevate your honey production.
Visual Guide
Related Products
- Digital Honey Refractometer for Precision Measurement of Optimal Honey Quality
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
- Precision Honey Refractometer Instrument for Quality Assessment
- High Quality Honey Dehumidifier Dryer Thickening Machine for Beekeeping
- Honey Concentrating and Filtering Dehumidifier Machine 2T Capacity for Honey
People Also Ask
- How do refractometers ensure technical precision when measuring honey moisture? Secure Quality and Prevent Fermentation
- How is the reading taken from a honey refractometer? A Guide to Accurate Moisture Measurement
- What should be considered when choosing a honey refractometer? Key Factors for Accurate Moisture Testing
- What is a honey refractometer? The Essential Tool for Perfect Honey Quality
- What is the best way to store a honey refractometer? Preserve Accuracy and Extend Its Lifespan



















