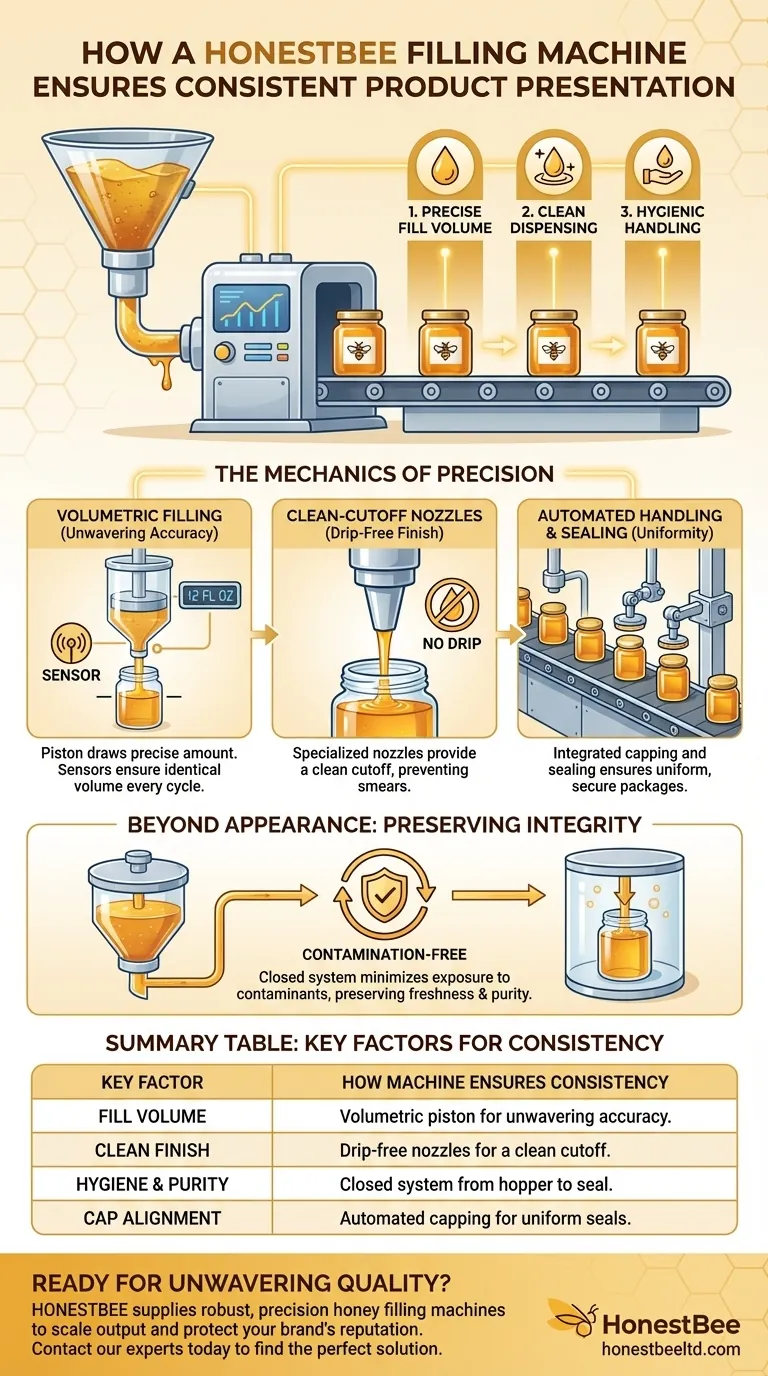
A honey filling machine ensures consistent product presentation by automating the three factors that define a professional-looking product: precise fill volume, clean dispensing, and hygienic handling. This technology removes the variability inherent in manual processes, guaranteeing that every jar, bottle, or container meets the same high standard of quality and appearance.
The core function of a honey filling machine is not just to dispense honey, but to codify your brand's promise of quality into a physical, repeatable form. It transforms the final product from a variable craft into a consistent, professional offering that builds consumer trust.

The Mechanics of Precision
To understand how these machines achieve such consistency, we must look at the specific mechanisms that control the process. Each element is designed to eliminate a potential source of human error or inconsistency.
Volumetric Filling for Unwavering Accuracy
At the heart of most honey fillers is a volumetric piston or a similar dispensing system. An operator inputs the exact volume to be dispensed, such as 12 fluid ounces.
For every cycle, the machine draws that precise amount of honey from a hopper and dispenses it into the container. Sensors and actuators govern this process, ensuring the volume is identical time after time, which eliminates the unprofessional look of underfilled or overfilled jars.
Clean-Cutoff Nozzles for a Drip-Free Finish
Product presentation is instantly ruined by drips and smears on the container's threads or label. Honey filling machines use specialized drip-free nozzles.
These nozzles provide a clean cutoff the moment the fill is complete, preventing residual honey from stringing or dripping. This ensures a clean package that is ready for immediate capping without manual wiping.
Automated Handling and Sealing
Consistency extends beyond the fill level. Fully automated lines integrate filling with capping and sealing.
This ensures every cap is applied with the same torque and every seal is perfectly aligned. The result is a secure, tamper-evident package that looks uniform and professional on the retail shelf.
Beyond Appearance: Preserving Product Integrity
True product presentation is also about the quality of the product inside the package. Automated filling plays a critical role in maintaining the honey's purity.
A Contamination-Free Workflow
Honey filling machines create a closed system, moving the product from a sealed hopper directly into the final container. This minimizes the honey's exposure to airborne dust, microbes, and other contaminants.
By automating the process from filling to sealing, the machine preserves the freshness and natural purity of the honey, which is a core component of a premium brand's presentation.
Understanding the Trade-offs
While the benefits are clear, adopting this technology requires a realistic understanding of its operational demands and limitations.
The Initial Investment
Automated and semi-automated equipment represents a significant capital expenditure compared to manual filling. The return on investment comes from increased speed, reduced product waste, and enhanced brand value over time.
Managing Honey's Viscosity
Honey's thickness changes dramatically with temperature. An unheated, highly viscous honey can strain the machine and lead to inaccurate fills. Most professional operations require integrated heating elements in the hopper to maintain a consistent temperature and viscosity for reliable filling.
Rigorous Cleaning and Maintenance
To ensure the hygienic benefits, these machines demand strict cleaning protocols. They must be disassembled and sanitized regularly to prevent cross-contamination and bacterial growth, adding to the operational overhead.
Making the Right Choice for Your Operation
The decision to invest in a honey filling machine should be aligned with your specific business goals.
- If your primary focus is moving beyond manual filling: A semi-automatic tabletop piston filler provides a major leap in consistency and speed without the cost of a fully automated line.
- If your primary focus is scaling for wholesale or retail: An integrated filling and capping line is essential to produce a consistent, shelf-ready product at a high volume.
- If your primary focus is premium or raw honey: Prioritize a machine built entirely from food-grade stainless steel with components that are easy to disassemble for thorough, verifiable cleaning.
Ultimately, investing in the right filling technology is an investment in your brand's promise of quality, from the first jar to the millionth.
Summary Table:
| Key Factor | How the Machine Ensures Consistency |
|---|---|
| Fill Volume | Uses a volumetric piston system for unwavering accuracy, eliminating under/overfilling. |
| Clean Finish | Employs drip-free nozzles for a clean cutoff, preventing smears on container threads. |
| Hygiene & Purity | Creates a closed system from hopper to seal, minimizing contamination risk. |
| Cap Alignment | Integrated automated capping ensures uniform, tamper-evident seals on every jar. |
Ready to build a brand known for its unwavering quality? HONESTBEE supplies commercial apiaries and beekeeping equipment distributors with the robust, precision honey filling machines needed to produce a consistently professional product. Our wholesale-focused operations ensure you get the right equipment to scale your output and protect your brand's reputation. Contact our experts today to find the perfect filling solution for your operation.
Visual Guide
Related Products
- Precision Durable Efficient HONESTBEE Rotary Honey Filling Machine
- Economy Small Honey Filling Machine Honey Bottle Filler Packaging Machine
- Semi Automatic Small Honey Bottle Filling Machine Honey Filler
- Fully Automatic Honey Filling Packaging Machine for Processing Line
- Commercial Rotary Honey Filling Machine for Production
People Also Ask
- What are the common types of bottling machines used for honey? Choosing the Right Solution for Your Apiary
- What is the significance of specialized honey filling equipment? Scaling from Beekeeping to Commercial Success
- What quality control role does professional honey filling equipment perform? Ensure Consistency and Product Stability
- How does a honey filling machine benefit small-scale honey processing businesses? Boost Efficiency & Brand Quality
- How do honey filling machines work? Achieve Precision & Speed for Your Apiary



















