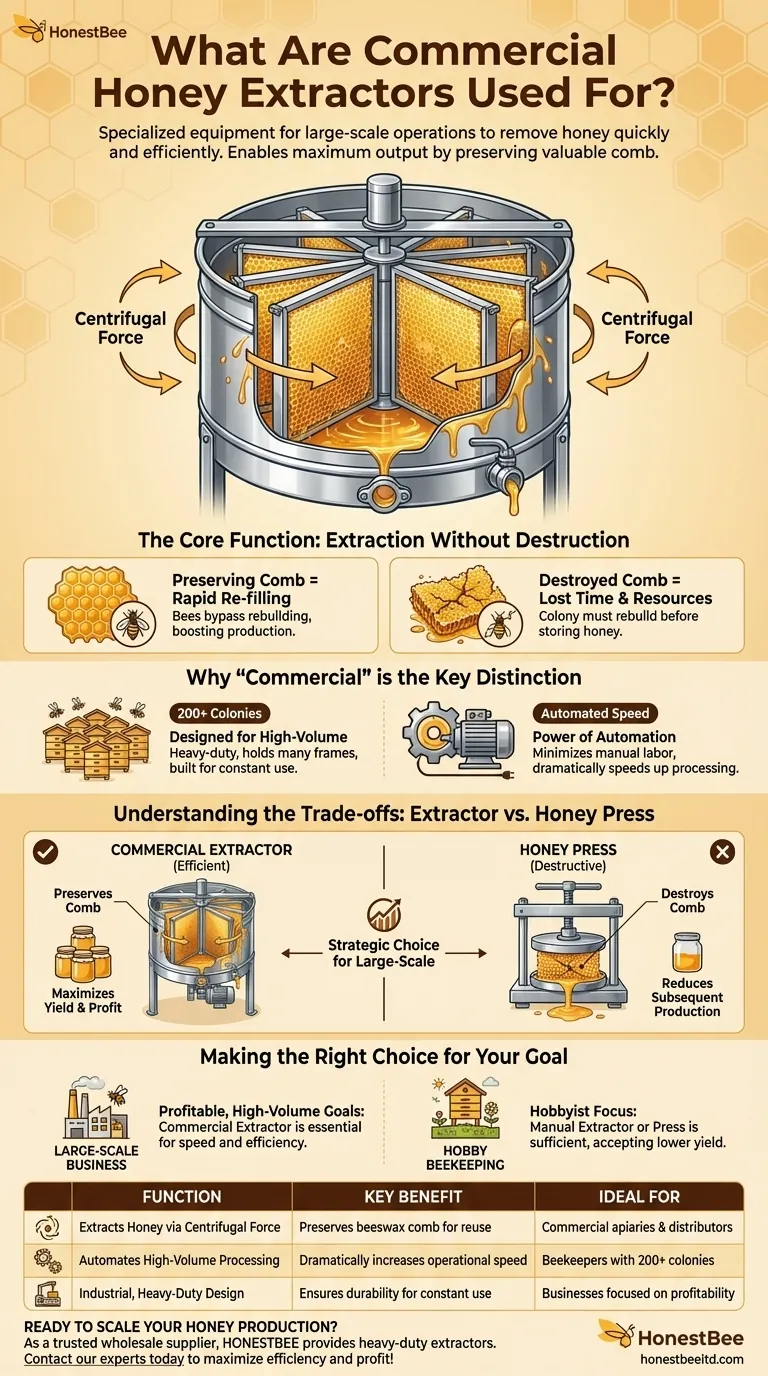
At its core, a commercial honey extractor is a specialized piece of equipment used by large-scale beekeeping operations to remove honey from the comb quickly and efficiently. These heavy-duty, electric machines are designed to process high volumes of honey from hundreds of colonies, making them essential for any beekeeper aiming to sell honey commercially.
The true purpose of a commercial extractor isn't just to get honey out of the comb; it's to industrialize the process. It enables maximum honey output while preserving the bees' valuable honeycomb, directly boosting the efficiency and profitability of a large-scale operation.

The Core Function: Extraction Without Destruction
A honey extractor's primary role is to separate liquid honey from the beeswax comb. It accomplishes this through a simple but powerful principle.
How Centrifugal Force Works
Frames full of honey are placed inside a drum-like container. An electric motor then spins the frames at high speed. This rotation creates centrifugal force, which flings the liquid honey out of the wax cells and onto the inner wall of the drum, where it can be collected.
The Critical Value of Preserving Comb
The most significant advantage of this method is that it leaves the honeycomb intact. Bees expend a tremendous amount of energy and resources to build this wax structure.
By preserving the comb, beekeepers can return the empty frames to the hive. The bees can then immediately begin refilling them with honey, bypassing the time-consuming process of building new comb from scratch. This drastically increases a colony's potential honey production over a season.
Why "Commercial" is the Key Distinction
While smaller, manual extractors exist for hobbyists, commercial models are built for a completely different purpose and scale.
Designed for High-Volume Operations
Commercial extractors are engineered for industrial use, typically for beekeepers managing 200 or more colonies. Their construction is heavy-duty to withstand constant use, and they can hold and process many frames at once.
The Power of Automation
These machines are powered by electric motors and often feature automated programs. This automation minimizes manual labor and dramatically speeds up the extraction process, allowing a commercial operation to process its entire harvest efficiently to meet sales goals.
Understanding the Trade-offs: Extractor vs. Honey Press
The alternative to an extractor is a honey press, but it functions on a completely different principle with significant consequences.
The Extractor's Advantage: Efficiency
As established, an extractor's main benefit is its non-destructive process. It is the superior tool for any operation focused on producing liquid honey at scale, as it maintains the bees' core infrastructure—the comb.
The Press's Role: Crushing for Total Separation
A honey press, sometimes called a comb crusher, works by compressing and squeezing the entire honeycomb. This method extracts the honey but completely destroys the delicate wax comb in the process.
While simpler, this method forces the bee colony to rebuild all of its comb from scratch, significantly reducing its subsequent honey production. It is not a viable method for a business focused on maximizing honey yield.
Making the Right Choice for Your Goal
Selecting the right equipment is a strategic decision that directly reflects the scale and goals of your beekeeping.
- If your primary focus is running a profitable, large-scale honey business: A commercial extractor is the only practical tool to achieve the necessary speed, volume, and production efficiency.
- If your primary focus is hobby beekeeping with a few hives: A smaller manual extractor or even the crush-and-strain method may be sufficient, but you must accept the lower honey yield that results from destroying the comb.
Ultimately, a commercial honey extractor is the engine that drives a modern, industrial beekeeping operation.
Summary Table:
| Function | Key Benefit | Ideal For |
|---|---|---|
| Extracts Honey via Centrifugal Force | Preserves beeswax comb for reuse | Commercial apiaries & distributors |
| Automates High-Volume Processing | Dramatically increases operational speed | Beekeepers with 200+ colonies |
| Industrial, Heavy-Duty Design | Ensures durability for constant use | Businesses focused on profitability |
Ready to scale your honey production? As a trusted wholesale supplier, HONESTBEE provides commercial apiaries and equipment distributors with the heavy-duty extractors needed to maximize efficiency and profit. Contact our experts today to find the perfect extraction solution for your large-scale operation!
Visual Guide
Related Products
- 40 Frame Commercial Electric Honey Extractor for Beekeeping
- 32 Frame Commercial Electric Honey Extractor for Beekeeping and Honey Production
- Commercial Electric 12 Frame Honey Extractor Spinner Motorized Honey Extractor
- Commercial 48-Frame Stainless Steel Honey Extractor
- 24 Frame Honey Extractor Commercial Radial Honey Frame Extraction Machine
People Also Ask
- How do commercial beekeepers extract honey? Master High-Volume, Automated Honey Harvesting
- How does an electric honey extractor affect the quality of honey? Preserve Flavor & Purity with Precision Extraction
- Who are commercial honey extractors designed for? Scaling Your Industrial Beekeeping Success
- What are the disadvantages of using an electric honey extractor? Weighing Cost, Power, and Comb Safety
- What is a commercial honey extractor? The Essential High-Volume Solution for Large Apiaries



















