In professional honey processing, vacuum technology serves a single, critical function: to gently remove excess water from raw honey. This process concentrates the honey, prevents it from fermenting, and preserves its natural quality, ensuring it meets industry standards for consistency and long-term shelf stability.
The core challenge in honey processing is reducing water content without damaging the honey's delicate enzymes and flavors with heat. Vacuum technology is the solution, as it lowers the boiling point of water, allowing for its removal at low temperatures.

The Core Problem: Excess Water in Raw Honey
To understand the need for this technology, you must first understand the problem it solves. Raw honey, straight from the hive, is not always a finished product.
Why Water Content Varies
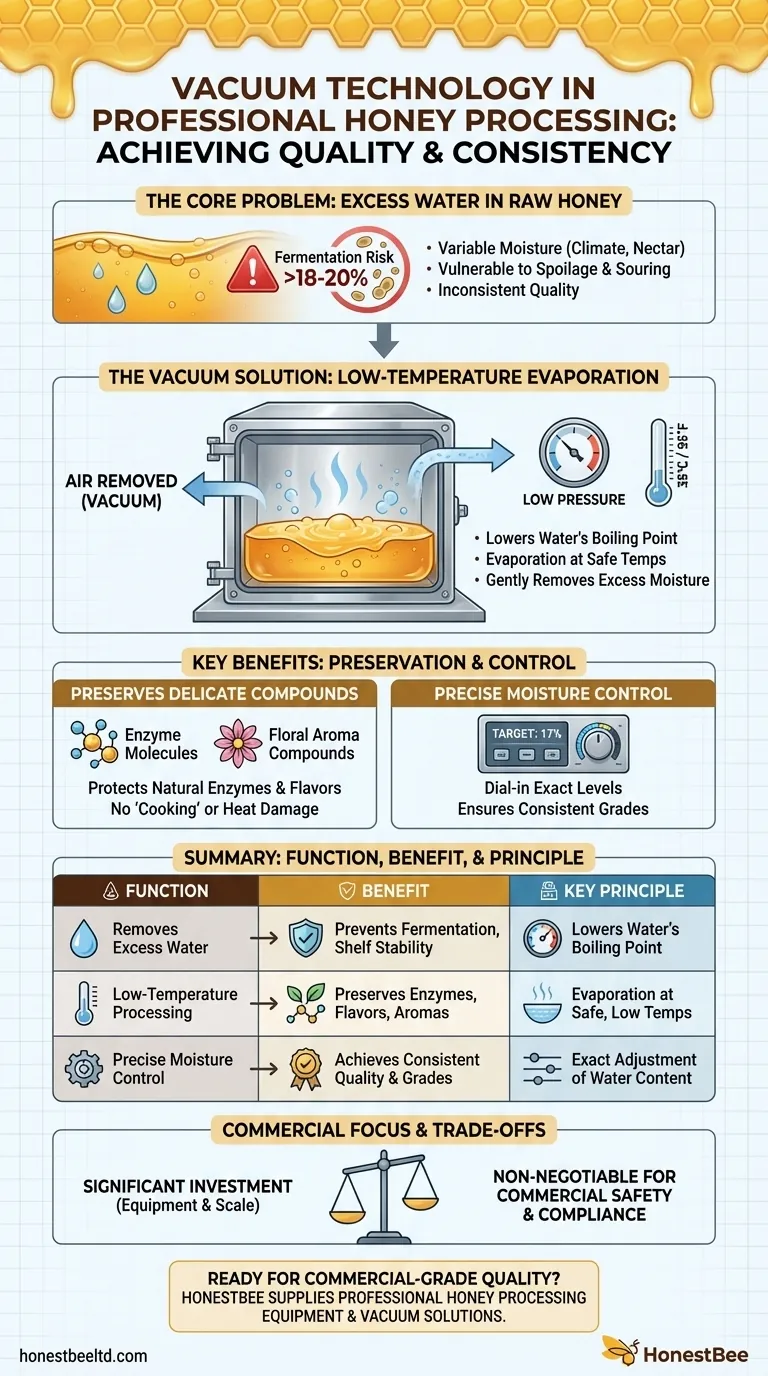
The moisture level in raw honey can fluctuate significantly. This is influenced by factors like the local climate, the type of nectar the bees collected, and whether the honey was harvested before the bees had a chance to dehydrate it themselves.
The Fermentation Risk
Honey with a water content above approximately 18-20% is vulnerable to spoilage. Naturally occurring yeasts can begin to ferment the sugars, turning the honey sour and alcoholic, rendering it unsellable.
Impact on Quality and Consistency
Professional standards and official grades for honey have strict limits on water content. To create a consistent, shelf-stable product that meets these requirements, processors must be able to precisely control the final moisture level.
How Vacuum Processing Solves the Problem
Simply heating honey to evaporate water would be destructive. It would essentially cook the product, destroying its beneficial enzymes and delicate aromas. Vacuum processing is a far more elegant solution.
Lowering Water's Boiling Point
The core principle is simple physics. By placing the honey in a sealed chamber and removing the air (creating a vacuum), the atmospheric pressure is drastically lowered.
This reduction in pressure lowers the boiling point of water. Water that would normally boil at 100°C (212°F) can be made to evaporate at much lower, safer temperatures, often close to room temperature.
Preserving Delicate Compounds
This low-temperature evaporation is the key advantage. It allows processors to remove excess water without "cooking" the honey.
Crucial enzymes, subtle flavors, and volatile aromatic compounds—the very things that define a high-quality honey—are preserved.
Achieving Precise Control
Vacuum systems give processors precise control over the final product. They can dial in the exact moisture percentage needed to meet a specific grade or achieve a desired thickness, ensuring every batch is perfectly consistent.
Understanding the Trade-offs
While highly effective, vacuum technology is a specific tool with its own context and limitations.
Equipment Cost and Scale
Vacuum drying equipment represents a significant capital investment. It is a technology primarily suited for commercial, large-scale honey processors, not hobbyist beekeepers.
Not a Fix for Poor Harvesting
This process is meant for standardization and quality control, not as a remedy for harvesting fundamentally unripe honey. The best final product always starts with honey that was properly ripened in the hive by the bees.
Making the Right Choice for Your Goal
The use of this technology is directly tied to the producer's final objective.
- If your primary focus is large-scale commercial production: Vacuum processing is a non-negotiable tool for ensuring product safety, consistency, and compliance with industry grade standards.
- If your primary focus is preserving artisanal quality: Low-temperature vacuum drying is the ideal method for maintaining the honey's unique terroir, flavor profile, and beneficial enzymes.
- If you are a small-scale beekeeper: Your best strategy is to rely on the bees themselves by harvesting honey only after they have "capped" the cells with wax, their natural signal that it has reached the right moisture content.
Ultimately, vacuum technology allows honey's natural excellence to be captured and preserved on a commercial scale.
Summary Table:
| Function | Benefit | Key Principle |
|---|---|---|
| Removes Excess Water | Prevents fermentation, ensures shelf stability | Lowers water's boiling point under vacuum |
| Low-Temperature Processing | Preserves natural enzymes, flavors, and aromas | Evaporation occurs at safe, low temperatures |
| Precise Moisture Control | Achieves consistent product quality and industry grades | Allows for exact adjustment of final water content |
Ready to achieve commercial-grade honey quality and consistency?
HONESTBEE supplies professional-grade honey processing equipment, including vacuum technology solutions, to commercial apiaries and beekeeping equipment distributors. Our wholesale-focused operations provide the reliable tools you need to preserve honey's natural excellence on a large scale.
Contact HONESTBEE today to discuss how our equipment can enhance your processing efficiency and product quality.
Visual Guide
Related Products
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
- Honey Concentrating Vacuum Heating Thickening Machine Dehumidifier for Honey
- Fully Automatic Honey Filling Packaging Machine for Processing Line
- Electric Double Wall Honey Filtering Machine Purifier Equipment for Honey Processing Plant
- Honey Concentrating and Filtering Dehumidifier Machine 2T Capacity for Honey
People Also Ask
- What is the process for using a dehumidifier to lower honey's moisture content? Expert Drying Techniques
- How to dry up honey? The Safe Guide to Stabilizing Honey and Preventing Fermentation
- Can you dehumidify honey? A Beekeeper's Guide to Preventing Fermentation
- How to decrease moisture in honey? Prevent Fermentation and Ensure Long-Term Quality
- Why is it necessary to equip honey processing facilities with specialized filtration and dehydration equipment?



















