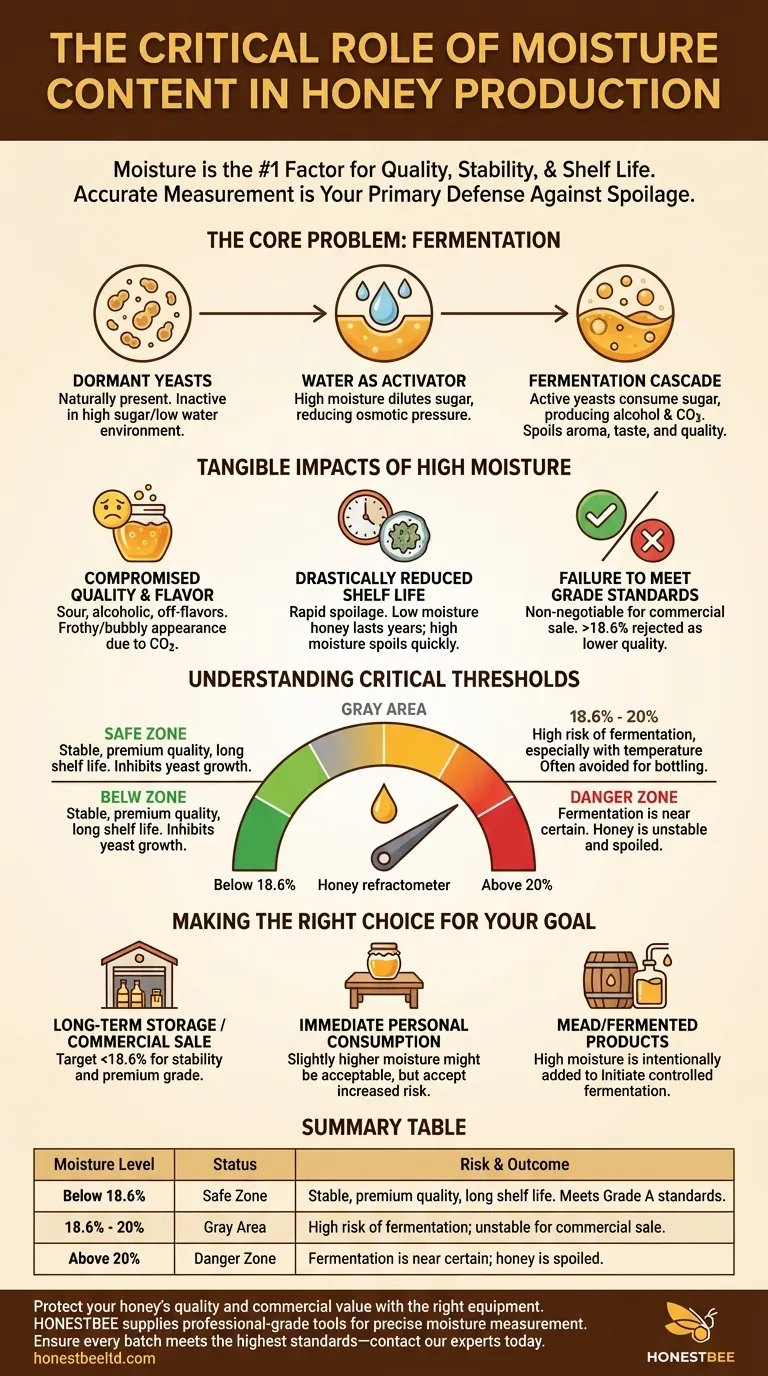
In honey production, moisture is the single most critical factor for quality and stability. Accurate measurement of moisture content is not merely a formality; it is the primary defense against spoilage. It directly determines the honey's shelf life, flavor profile, and commercial grade by preventing the fermentation that degrades the final product.
The core issue is biological: honey naturally contains dormant yeasts. A moisture content above the safe threshold activates these yeasts, initiating a fermentation process that consumes sugars and permanently ruins the honey's quality and value.

The Core Problem: Fermentation
The central threat that moisture management mitigates is fermentation. This is not a minor imperfection but a destructive process that fundamentally changes the nature of the honey.
The Role of Dormant Yeasts
All raw honey contains natural, sugar-tolerant yeasts. These microorganisms are typically harmless and remain dormant.
The high sugar concentration and low water content of properly cured honey create an environment of high osmotic pressure, which keeps these yeast cells dehydrated and inactive.
Water as an Activator
When moisture content rises above a critical point, it dilutes the honey's sugar concentration. This dilution reduces the osmotic pressure.
This change provides the yeast cells with enough available water to become active, begin metabolizing, and reproduce rapidly.
The Fermentation Cascade
Once active, the yeasts consume the honey's natural sugars (fructose and glucose). This metabolic process produces byproducts, primarily alcohol and carbon dioxide.
This cascade irreversibly alters the honey's aroma, taste, and chemical composition, effectively spoiling it.
The Tangible Impacts of High Moisture
Failing to control moisture content has direct and severe consequences for the final product, impacting everything from its sensory characteristics to its commercial viability.
Compromised Quality and Flavor
Fermentation introduces sour, alcoholic, or "off" flavors that overpower the delicate floral notes of the honey. The honey will often develop a frothy or bubbly appearance due to the release of carbon dioxide.
Drastically Reduced Shelf Life
Properly harvested honey with low moisture can last for years, even decades. Honey with high moisture content has a very short shelf life and will spoil quickly once fermentation begins.
Failure to Meet Grade Standards
For commercial producers, moisture content is a non-negotiable standard. In most markets, premium or Grade A honey must have a moisture content at or below 18.6%. Honey exceeding this threshold is considered lower quality and may be rejected by buyers.
Understanding the Critical Thresholds
The risk of fermentation is not linear; it is based on specific moisture percentage thresholds that every beekeeper must understand.
The Safe Zone: Below 18.6%
This is the industry standard for stable, high-quality honey. At this level of water content, the sugar concentration is high enough to inhibit the growth of virtually all yeast species.
The Danger Zone: Above 20%
Once moisture content exceeds 20%, fermentation is no longer a risk—it is a near certainty. This honey is unstable and unsuitable for bottling or long-term storage.
The Gray Area: 18.6% to 20%
This range represents a significant gamble. Fermentation may not occur immediately, but the risk is high, especially if the honey is stored in fluctuating temperatures. Most professionals avoid bottling honey in this range entirely.
Making the Right Choice for Your Goal
Your approach to moisture content should be dictated by your end goal for the honey.
- If your primary focus is long-term storage or commercial sale: You must target a moisture content safely below 18.6% to guarantee product stability and meet premium grade standards.
- If your primary focus is immediate, personal consumption: While not ideal, a slightly higher moisture level might be acceptable, but you must recognize the increased risk of fermentation and store it accordingly.
- If your primary focus is making mead or other fermented products: A high moisture content is intentionally created by adding water, providing the necessary environment to initiate the fermentation you plan to control.
Mastering moisture measurement is mastering the art of preserving the pure, natural quality of your honey.
Summary Table:
| Moisture Level | Status | Risk & Outcome |
|---|---|---|
| Below 18.6% | Safe Zone | Stable, premium quality, long shelf life. Meets Grade A standards. |
| 18.6% - 20% | Gray Area | High risk of fermentation; unstable for commercial sale. |
| Above 20% | Danger Zone | Fermentation is near certain; honey is spoiled. |
Protect your honey's quality and commercial value with the right equipment. HONESTBEE supplies commercial apiaries and beekeeping equipment distributors with professional-grade tools for precise moisture measurement and hive management. Ensure every batch meets the highest standards—contact our experts today to discuss your wholesale needs and safeguard your product's integrity.
Visual Guide
Related Products
- Digital Honey Refractometer for Precision Measurement of Optimal Honey Quality
- Precision Honey Refractometer Instrument for Quality Assessment
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
- High Quality Honey Dehumidifier Dryer Thickening Machine for Beekeeping
- Honey Concentrating and Filtering Dehumidifier Machine 2T Capacity for Honey
People Also Ask
- What should be considered when choosing a honey refractometer? Key Factors for Accurate Moisture Testing
- How is the reading taken from a honey refractometer? A Guide to Accurate Moisture Measurement
- Do the color and viscosity of honey affect its refractometer reading? Mastering Moisture Measurement Accuracy
- What is a honey refractometer? The Essential Tool for Perfect Honey Quality
- What is the function of Automatic Temperature Compensation (ATC) in a honey refractometer? Ensure Precise Harvests









