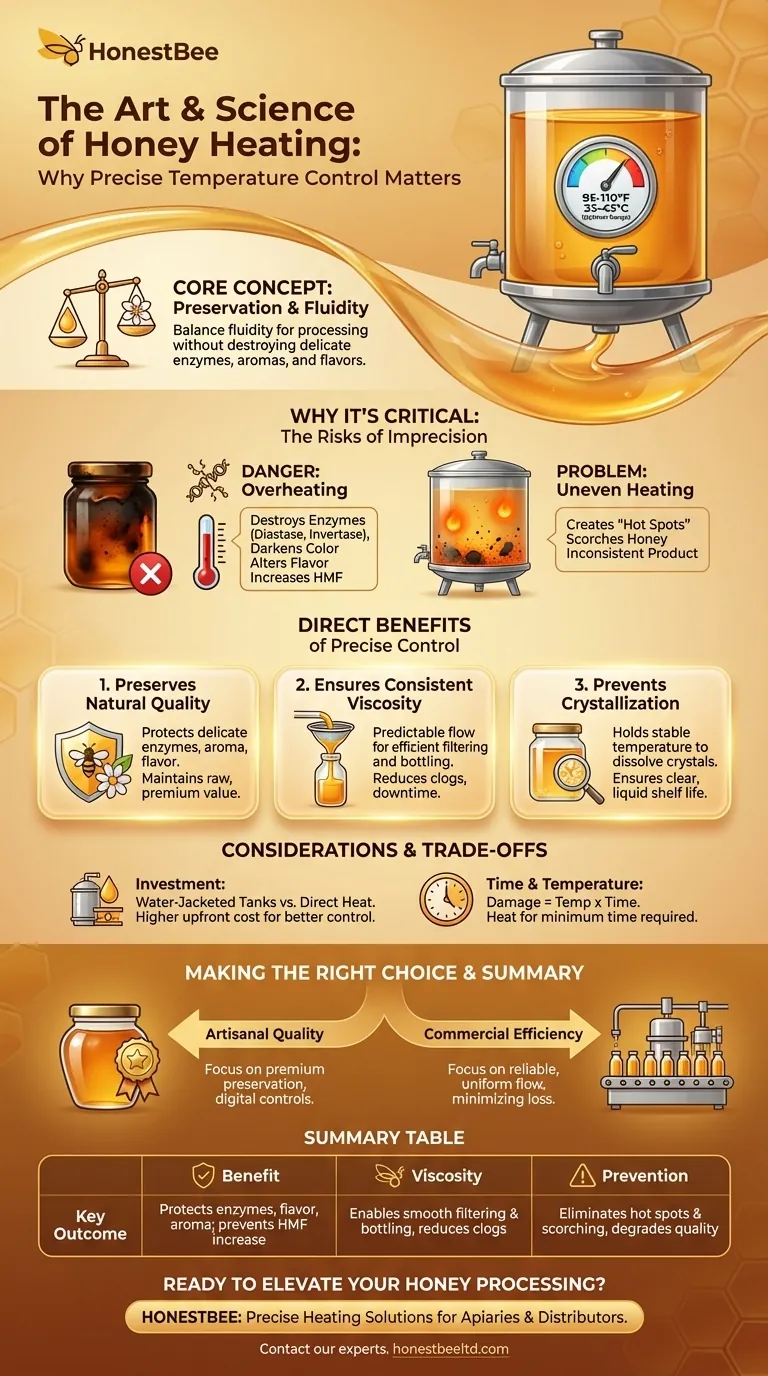
At its core, precise temperature control in honey heating is about preservation. It gives you the power to make honey perfectly fluid for processing without destroying the delicate enzymes, aromas, and flavors that define its quality and value. This control prevents overheating, which degrades honey, and eliminates hot spots that can scorch it.
Heating honey is a necessary step for bottling and filtering, but it's also the point of greatest risk. Precise temperature control transforms this risk into a reliable, repeatable process that protects the fundamental integrity of your product.

Why Temperature is So Critical in Honey Processing
Raw honey is a complex biological product. It contains natural enzymes, delicate aromatic compounds, and a unique chemical structure that are all highly sensitive to heat. Applying heat without precision is a gamble with your product's quality.
The Danger of Overheating
When honey is overheated, its quality degrades rapidly. The most significant damage is the destruction of beneficial enzymes like diastase and invertase, which are key indicators of raw, high-quality honey.
Overheating also darkens the honey's color and can alter its subtle flavor profile, sometimes creating a slightly caramelized or burnt taste. Furthermore, it increases the level of Hydroxymethylfurfural (HMF), a compound that regulators use as a primary indicator of heat damage and age.
The Problem of Uneven Heating
Without precise and uniform heating, "hot spots" can form in the tank where some of the honey is much hotter than the target temperature.
This localized overheating scorches the honey, creating burnt particles and ruining the flavor of the entire batch. It results in an inconsistent product where one part of the tank is perfectly warmed while another part is damaged.
The Direct Benefits of Precise Control
By implementing a system that maintains a specific temperature uniformly, you move from approximation to management. This unlocks several key benefits that directly impact your product and efficiency.
Preserves Honey's Natural Quality
The primary benefit is quality preservation. By holding the honey at the lowest possible temperature needed for fluidity (typically between 95°F and 110°F or 35°C and 43°C), you protect the enzymes, aroma, and flavor that customers value.
This ensures your honey remains as close to its natural state as possible, preserving its raw and premium qualities.
Ensures Consistent Viscosity for Processing
Precise temperature control allows you to achieve a predictable and consistent viscosity (or fluidity). This is critical for efficient filtering and bottling.
When the honey flows smoothly and uniformly, your equipment operates without clogs, fill levels are consistent, and the entire process becomes faster and more reliable.
Prevents Unwanted Crystallization
Holding honey at a stable, controlled temperature helps dissolve the small sugar crystals that initiate crystallization. This ensures the honey remains clear and liquid throughout the bottling process and for longer on the shelf.
Understanding the Trade-offs
While the benefits are clear, it's important to recognize the associated considerations. Precision requires an investment in better equipment, such as water-jacketed tanks, which are more complex and costly than simple direct-heat systems.
Furthermore, remember that damage is a function of both temperature and time. Even at a "safe" temperature, holding honey for an excessively long period can still lead to some degradation. The goal is always to heat it for the minimum time required to accomplish your processing task.
Making the Right Choice for Your Operation
Your approach to heating should align directly with your operational goals.
- If your primary focus is artisanal quality and commanding a premium price: Invest in a water-jacketed tank with precise digital controls to guarantee the preservation of delicate enzymes and flavors.
- If your primary focus is commercial efficiency and batch consistency: A reliable, uniform heating system is non-negotiable for ensuring predictable flow rates for filtering and bottling, minimizing product loss and downtime.
Ultimately, mastering temperature control is mastering the final step in delivering the perfect product you worked so hard to produce.
Summary Table:
| Benefit | Key Outcome |
|---|---|
| Preserves Natural Quality | Protects delicate enzymes, aroma, and flavor; prevents HMF increase. |
| Ensures Consistent Viscosity | Enables smooth filtering and bottling, reducing clogs and downtime. |
| Prevents Damage | Eliminates hot spots and overheating that scorch honey and degrade quality. |
Ready to elevate your honey processing with precision heating?
HONESTBEE supplies commercial apiaries and beekeeping equipment distributors with high-quality, wholesale-focused honey heating tanks designed for exact temperature control. Protect your product's integrity and boost your operational efficiency.
Contact our experts today to find the perfect heating solution for your apiary!
Visual Guide
Related Products
- Stainless Steel Heated Honey Tank Warming Heating Tank
- Honey Tank Heater Drum Heating Blanket for Honey Barrel
- Heavy Duty Stainless Steel Honey Processing Machine Decrystallizing Tank
- Stainless Steel Honey Storage Tank with Lid for Honey
- Professional Honey Storage Tank with Agitation System
People Also Ask
- What is the primary function of a honey heating tank? Master Your Honey Processing with Precision Control
- What features of a honey heating tank contribute to hygiene? Ensure Purity with Stainless Steel & Sanitary Design
- How do honey heating tanks offer scalability for growing beekeeping operations? Strategic Equipment Growth Solutions
- How does a honey heating tank preserve the quality of honey? Gentle Heat for Purity & Flavor
- What is the primary role of a honey heating tank? Enhance Your Honey Processing Flow and Quality



















