In the competitive honey market, packaging is far more than a simple container; it is a critical business asset that directly impacts product integrity, brand perception, and sales. It serves the essential functions of protecting the honey from contamination and degradation while also acting as the primary marketing tool on the retail shelf.
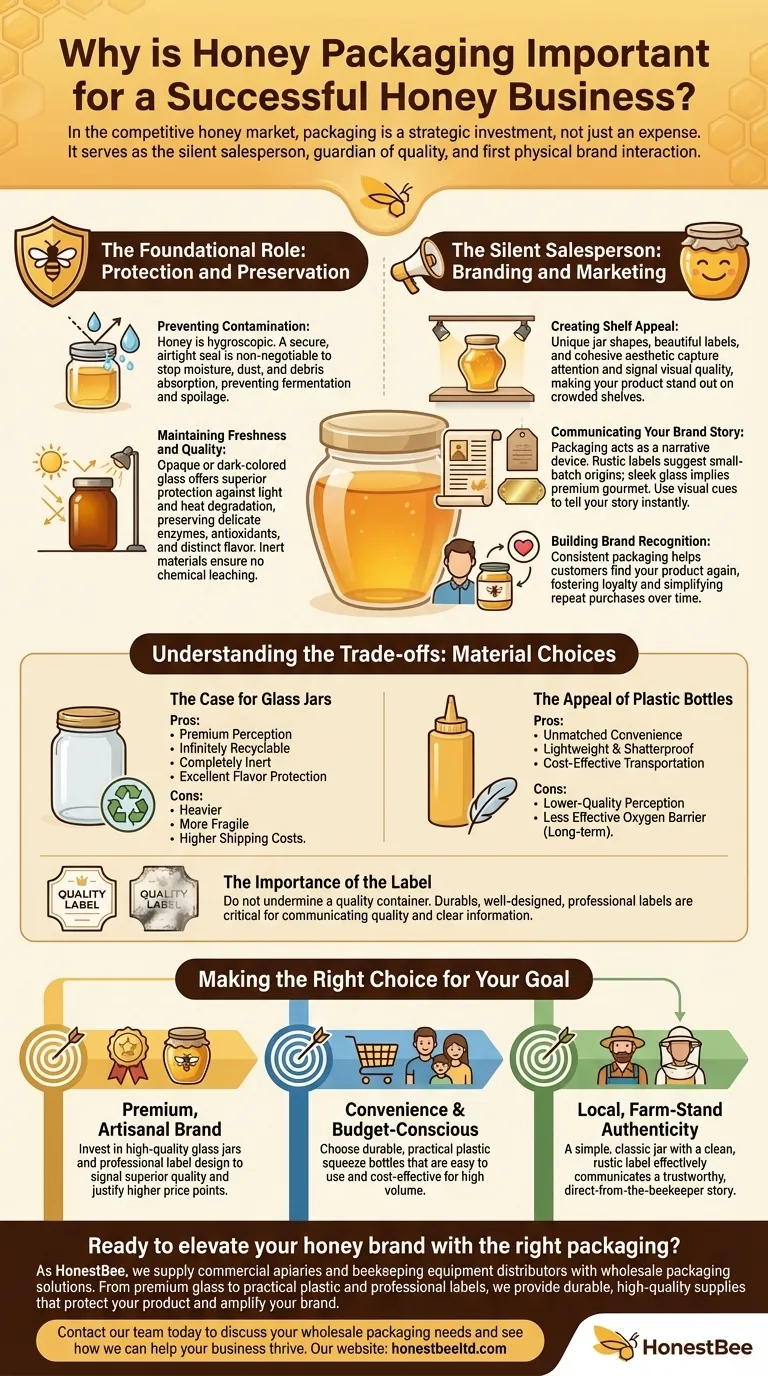
Your honey's packaging is not an expense—it is a strategic investment. It serves as the silent salesperson, the guardian of quality, and the first physical interaction a customer has with your brand, shaping their perception of value before they ever taste the product.

The Foundational Role: Protection and Preservation
Before it can attract a customer, your packaging must protect its contents. Honey is a natural product with specific properties that demand effective containment to maintain its quality from the hive to the home.
Preventing Contamination
Honey is hygroscopic, meaning it readily absorbs moisture from the air. An improper seal can allow moisture to enter, which can raise the water content and lead to fermentation and spoilage. A secure, airtight lid is non-negotiable.
Proper packaging also prevents contamination from dust, debris, and foreign aromas that can compromise the honey’s purity and distinct flavor profile.
Maintaining Freshness and Quality
Light and heat are detrimental to honey's delicate enzymes and antioxidants. Opaque or dark-colored glass offers superior protection against light degradation compared to clear glass or plastic, helping preserve the honey's natural benefits and taste over time.
The material of the container itself must be inert, meaning it doesn't react with the honey. This is why food-grade glass is a classic choice, as it ensures no flavors or chemicals leach into the product.
The Silent Salesperson: Branding and Marketing
On a crowded shelf, your product has only a few seconds to capture a buyer's attention. The packaging is your primary tool for making an immediate and compelling impression.
Creating Shelf Appeal
A unique jar shape, a beautifully designed label, and a cohesive aesthetic make your product stand out. Consumers are naturally drawn to packaging that looks professional, clean, and appealing, often associating visual quality with product quality.
Communicating Your Brand Story
Your packaging is a narrative device. A rustic, simple design with a kraft paper label might communicate a small-batch, farm-to-table origin. A sleek, minimalist glass jar with a gold-foil label suggests a premium, gourmet product. Use these visual cues to tell your story instantly.
Building Brand Recognition
Consistent and memorable packaging helps customers find your product again. Over time, your jar shape, logo, and color scheme become synonymous with your brand, fostering loyalty and simplifying the repeat purchase process.
Understanding the Trade-offs: Material Choices
The two most common materials for honey packaging are glass and plastic. Neither is inherently superior; the right choice depends on your brand identity, target market, and distribution strategy.
The Case for Glass Jars
Glass is often perceived as the premium option. It feels substantial, is infinitely recyclable, and is completely inert, offering excellent protection for the honey’s flavor. However, it is heavier, more fragile, and more expensive to ship.
The Appeal of Plastic Bottles
Plastic, particularly the classic squeeze bottle, offers unmatched convenience for the consumer. It is lightweight, shatterproof, and significantly cheaper to transport, making it a practical choice for high-volume or family-focused brands. The main drawback is a lower-quality perception and a less effective barrier against oxygen over the long term.
The Importance of the Label
Do not undermine a quality container with a cheap label. A label that smudges, peels, or is poorly printed can instantly devalue the entire product. Investing in durable, well-designed, and professionally printed labels is critical for communicating quality and providing necessary product information clearly.
Making the Right Choice for Your Goal
Your packaging strategy should be a direct reflection of your business goals.
- If your primary focus is a premium, artisanal brand: Invest in high-quality glass jars and professional label design to signal superior quality and justify a higher price.
- If your primary focus is convenience and budget-conscious families: Choose durable, practical plastic squeeze bottles that are easy to use and cost-effective.
- If your primary focus is local, farm-stand authenticity: A simple, classic jar with a clean, rustic label can effectively communicate a trustworthy, direct-from-the-beekeeper story.
Ultimately, your packaging is the first promise of quality you make to your customer.
Summary Table:
| Packaging Function | Key Benefit |
|---|---|
| Protection & Preservation | Prevents contamination, spoilage, and flavor degradation. |
| Branding & Marketing | Creates shelf appeal and communicates your brand story. |
| Material Choice (Glass) | Premium perception, inert, excellent flavor protection. |
| Material Choice (Plastic) | Lightweight, shatterproof, cost-effective for volume. |
Ready to elevate your honey brand with the right packaging?
As HONESTBEE, we supply commercial apiaries and beekeeping equipment distributors with the wholesale packaging solutions you need to succeed. From premium glass jars to practical plastic bottles and professional labels, we provide the durable, high-quality supplies that protect your product and amplify your brand.
Contact our team today to discuss your wholesale packaging needs and see how we can help your business thrive.
Visual Guide
Related Products
- Automatic Single-Dose Snap & Squeeze Honey Sachets Packing Machine
- Fully Automatic Honey Filling Packaging Machine for Processing Line
- Honey Stick Filler Vertical Paste Sachet Packing Machine for Honey Sachets
- Double Nozzle Small Honey Filling Machine Honey Sachet Packing Packaging Equipment
- Economy Small Honey Filling Machine Honey Bottle Filler Packaging Machine
People Also Ask
- Why is it advantageous for apiaries to be located near honey processing centers? Boost Quality and Market Reach
- Why is automated packaging machinery essential for scaling industrial honey production? Drive Commercial Scalability
- How does the viscosity of honey influence packaging choices? Selecting the Best Containers & Machinery
- How does a jar or bottle packing machine for honey work? Optimize Your Apiary's Production Efficiency
- How do specialized machines for packing honey enhance the commercial value of honey products? Scale Your Brand Today



















