In short, manufacturers favor the small bag honey packaging machine because it combines high-speed efficiency with specialized features that protect the quality and purity of the honey. Its design directly addresses the challenges of working with a viscous product, ensuring accurate filling and preventing waste while meeting consumer demand for portable, single-serving options.
The decision to use a small bag machine goes beyond simple packaging. It represents a strategic choice to align production with modern market trends for convenience, while simultaneously improving operational efficiency and guaranteeing product integrity from the factory to the consumer.

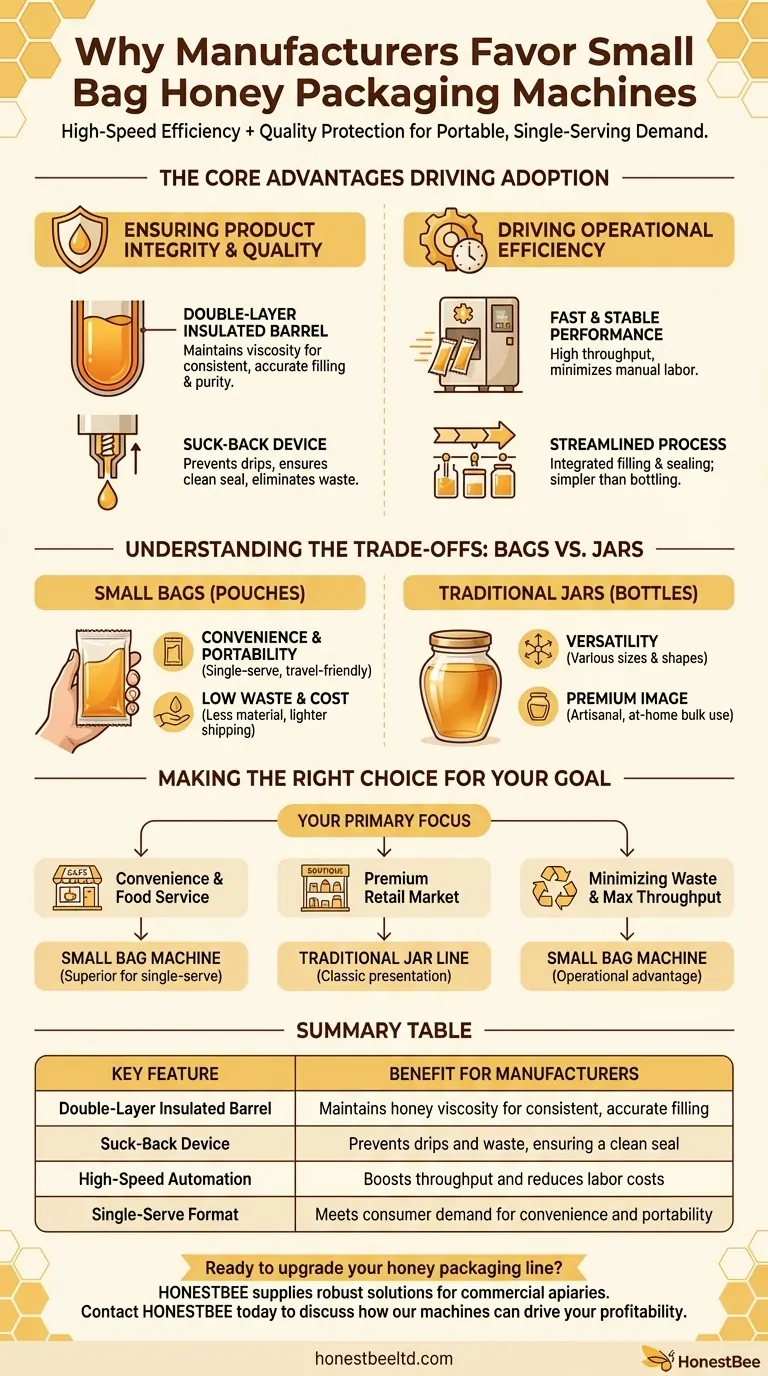
The Core Advantages Driving Adoption
The preference for these machines is rooted in two key areas: their ability to preserve the unique characteristics of honey and their impact on production line efficiency.
Ensuring Product Integrity and Quality
Honey's quality is delicate and easily compromised during packaging. Specialized machines are designed to prevent this.
A key feature is the double-layer insulated barrel. Honey's viscosity is highly sensitive to temperature; keeping it warm ensures a consistent, smooth flow. This guarantees each bag is filled accurately and maintains the honey's natural concentration and purity.
Furthermore, these machines often include a suck-back device at the filling nozzle. This mechanism prevents any drips or leakage after a pouch is filled, which is critical for creating a clean, secure seal and eliminating product waste.
Driving Operational Efficiency
For any manufacturer, speed and reliability are paramount to profitability.
These machines are engineered for fast and stable performance, allowing for high throughput of consistently packaged products. This automated process minimizes manual labor and reduces the potential for human error.
By integrating filling and sealing into a single, swift motion, the small bag machine streamlines an operation that can be more complex with traditional bottling, which requires separate stations for filling, capping, and labeling.
Understanding the Trade-offs: Bags vs. Jars
While small bag machines offer clear benefits, they are not a universal solution. Understanding their trade-offs compared to traditional jar or bottle fillers is crucial for making an informed decision.
Flexibility and Container Type
Jar and bottle filling lines excel at versatility. They can be configured to handle a wide range of container sizes and shapes, from small sample jars to large family-sized bottles, using either glass or plastic. Small bag machines are highly specialized for flexible pouch formats.
Consumer Perception and Use Case
Traditional glass jars often convey a premium, artisanal image and are preferred by consumers for at-home, bulk use. Small bags, conversely, are synonymous with convenience, portability, and single-serving use, making them ideal for the food service industry, travel packs, and promotional samples.
Operational Footprint and Waste
Small pouches use significantly less material than glass jars and are much lighter, which can lead to substantial savings in material and shipping costs. This also results in less post-consumer waste by volume.
Making the Right Choice for Your Goal
Selecting the correct packaging technology depends entirely on your business objectives and target market.
- If your primary focus is convenience and food service: The small bag machine is the superior choice for its single-serving format and portability.
- If your primary focus is the premium retail market: A traditional jar filling line better supports the classic presentation that consumers expect for bulk honey.
- If your primary focus is minimizing waste and maximizing throughput: The small bag machine's efficiency, suck-back feature, and low material usage offer a clear operational advantage.
Ultimately, the best packaging technology is the one that aligns perfectly with your product's market position and your operational goals.
Summary Table:
| Key Feature | Benefit for Manufacturers |
|---|---|
| Double-Layer Insulated Barrel | Maintains honey viscosity for consistent, accurate filling |
| Suck-Back Device | Prevents drips and waste, ensuring a clean seal |
| High-Speed Automation | Boosts throughput and reduces labor costs |
| Single-Serve Format | Meets consumer demand for convenience and portability |
Ready to upgrade your honey packaging line with a high-performance small bag machine?
HONESTBEE supplies commercial apiaries and beekeeping equipment distributors with the robust, efficient packaging solutions they need to scale. Our wholesale-focused operations ensure you get the right equipment to protect your honey's quality and maximize your output.
Contact HONESTBEE today to discuss how our packaging machines can drive your profitability.
Visual Guide
Related Products
- Small Honey Filling Machine Sachet Packing Equipment Single Nozzle
- Economy Small Honey Filling Machine Honey Bottle Filler Packaging Machine
- Double Nozzle Small Honey Filling Machine Honey Sachet Packing Packaging Equipment
- Automatic Single-Dose Snap & Squeeze Honey Sachets Packing Machine
- Precision Automated Packaging Turntable Honey Spoon Filling Sealing Packing Machine
People Also Ask
- What role do commercial honey filling and packaging machinery play? Modernizing Urban Beekeeping for Profit
- What is honey filling equipment used for? Optimize Your Bottling with Precision Automation
- Why is high-performance honey filling and packaging equipment essential? Boost Efficiency & Brand Value
- What is the value of honey filling and packaging machinery? Accelerate Commercial Scalability and Global Market Access
- Why is high-precision honey filling equipment necessary? Secure the medicinal value and ROI of stingless bee honey.



















