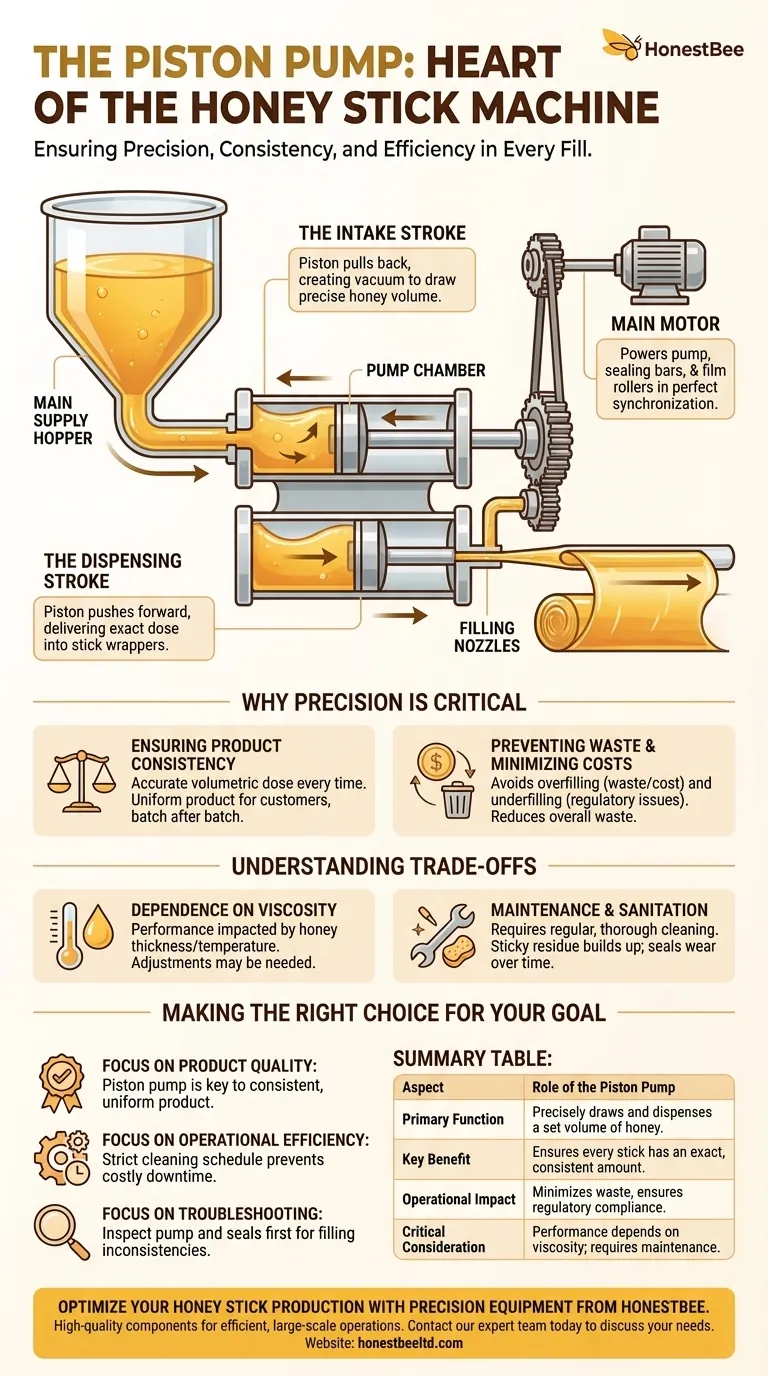
In short, the piston pump is the heart of the filling process. It is a cylindrical component that mechanically moves back and forth, precisely drawing a set volume of honey from the main supply hopper and then dispensing it into the individual stick wrappers through the filling nozzles.
The piston pump's primary role is not just to move honey, but to ensure that every single honey stick is filled with an exact, consistent, and repeatable amount of product. This precision is critical for product quality and operational efficiency.

How the Piston Pump Mechanism Works
To understand the machine, you must first understand the simple but effective mechanics of its core filling component. The pump operates in a two-stroke cycle, powered by the machine's main motor.
The Intake Stroke
The cycle begins when the piston pulls back within its cylinder. This backward motion creates a vacuum, which draws honey from the main hopper into the pump's chamber.
The Dispensing Stroke
Once the chamber is full, the piston moves forward. This forward motion pushes the captured volume of honey out of the chamber and through the filling nozzles, delivering a precise dose into the prepared honey stick film.
The Link to the Motor
This entire mechanical back-and-forth action is not isolated. It is driven by the machine's main motor, which converts electrical energy into the mechanical force needed to run the pump, sealing bars, and film rollers in perfect synchronization.
Why This Precision is Critical
The choice of a piston pump is deliberate, as it directly addresses the most important requirements of packaging a liquid product like honey.
Ensuring Product Consistency
The fundamental advantage of a piston pump is its ability to dispense a highly accurate volumetric dose every single time. This guarantees that a customer buying a honey stick today gets the exact same amount of product as one buying it a year from now.
Preventing Waste and Minimizing Costs
Inaccurate filling leads to two problems: overfilling, which wastes product and increases costs, and underfilling, which can lead to regulatory issues and unhappy customers. The pump's precision minimizes both, reducing waste and ensuring compliance.
Understanding the Trade-offs
While highly effective, this mechanical system has operational considerations that must be managed for optimal performance.
Dependence on Viscosity
Piston pumps are excellent for liquids like honey. However, their performance can be impacted by significant changes in product viscosity. Thicker, colder honey may require adjustments to pump speed or heating the hopper to flow correctly.
Maintenance and Sanitation
As a mechanical component in direct contact with the food product, the piston pump requires regular and thorough cleaning. Sticky residue can build up, affecting accuracy and hygiene if not properly maintained. Parts like seals can also wear over time and require replacement.
Making the Right Choice for Your Goal
Understanding the piston pump's role allows you to manage your production process more effectively.
- If your primary focus is product quality: Recognize that the piston pump is your key to delivering a consistent and uniform product to your customers.
- If your primary focus is operational efficiency: Implement a strict cleaning and maintenance schedule for the pump to prevent costly downtime and product waste.
- If your primary focus is troubleshooting: When filling inconsistencies occur, the piston pump and its seals should be one of the first components you inspect.
Ultimately, mastering the function of the piston pump is fundamental to mastering your honey stick production.
Summary Table:
| Aspect | Role of the Piston Pump |
|---|---|
| Primary Function | Precisely draws and dispenses a set volume of honey into stick wrappers. |
| Key Benefit | Ensures every honey stick has an exact, consistent amount of product. |
| Operational Impact | Minimizes product waste and ensures regulatory compliance. |
| Critical Consideration | Performance depends on honey viscosity and requires regular maintenance. |
Optimize Your Honey Stick Production with Precision Equipment
Mastering your filling process starts with reliable machinery. At HONESTBEE, we supply commercial apiaries and beekeeping equipment distributors with the high-quality, durable components needed for efficient, large-scale operations. Whether you're scaling up production or need to replace critical parts like piston pumps, our wholesale-focused operations are designed to support your business.
Contact our expert team today to discuss your equipment needs and ensure your honey sticks are filled with perfect consistency, batch after batch.
Visual Guide
Related Products
- Honey Stick Filler Vertical Paste Sachet Packing Machine for Honey Sachets
- Honey Convey Pump Screw Honey Pump for Viscous Liquid
- Pneumatic Double Nozzle Honey Filling Bottling Packaging Machine
- Automatic Single-Dose Snap & Squeeze Honey Sachets Packing Machine
- Precision Durable Efficient HONESTBEE Rotary Honey Filling Machine
People Also Ask
- How do honey stick and honey sachet machines differ? Choose the Right Packaging for Your Honey
- What is a round seal on a honey stick pack? Elevate Your Branding with Custom Aesthetics
- What are the advantages of honey sachet packing machines? Boost Efficiency & Unlock New Markets
- What are the main functions of a honey sachet packing machine? Boost Efficiency with Automated Precision
- What features do honey stick filling machines offer? Automate Production for Perfect Sticks



















