
Beekeepers face a critical challenge: how to process honey efficiently without compromising its natural quality. Honey heating tanks solve this dilemma by combining precise temperature control with scalable designs, ensuring both small-scale beekeepers and commercial operations achieve optimal results.
Optimizing Honey Processing with Heating Tanks
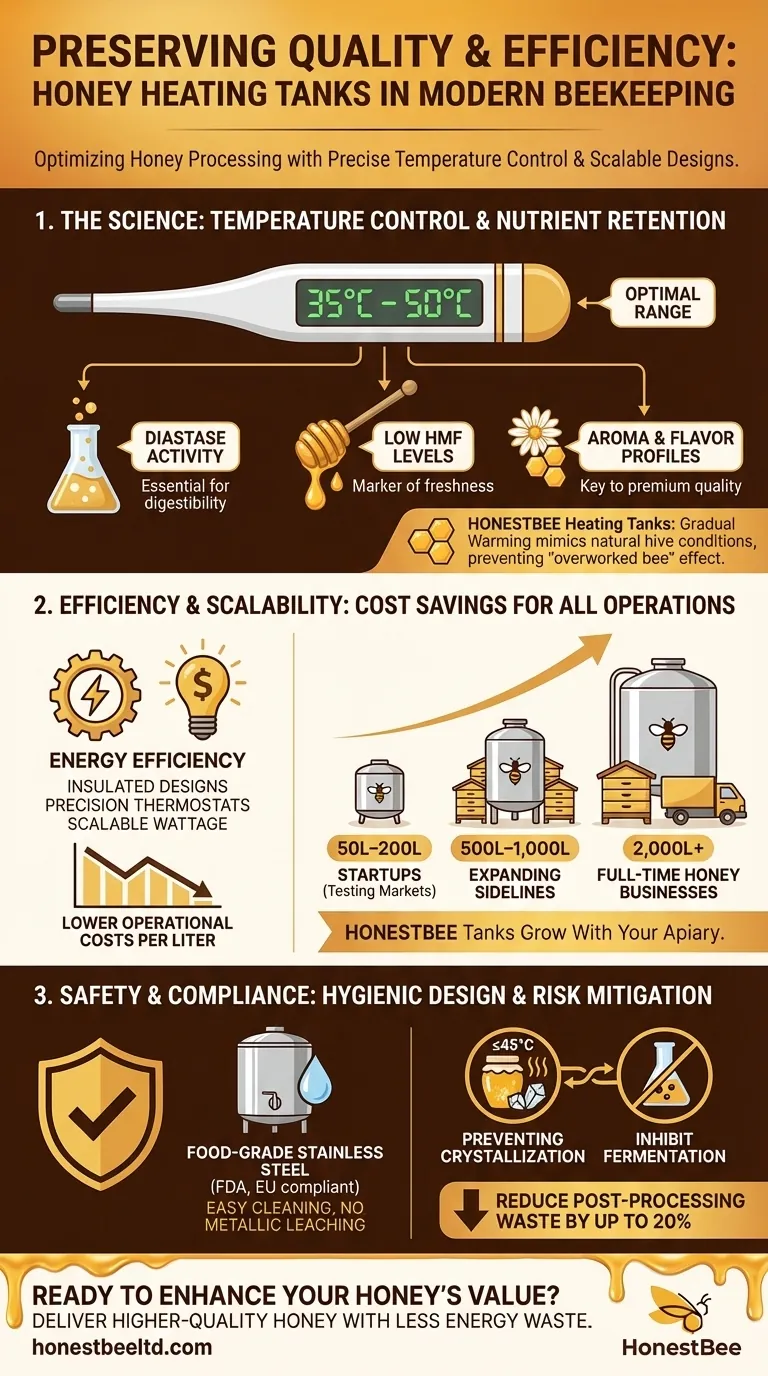
The Science Behind Temperature Control and Nutrient Retention
Honey’s delicate enzymes and beneficial compounds degrade under improper heating. Research shows that maintaining temperatures between 35°C–50°C (approximate range) preserves:
- Diastase activity, essential for honey’s digestibility
- Low HMF levels, a marker of freshness
- Aroma and flavor profiles, key to premium quality
Heating tanks from HONESTBEE use gradual warming to avoid thermal shock, mimicking natural hive conditions. This prevents the "overworked bee" effect, where colonies divert energy from production to hive cooling—a proven factor in yield reduction.
Energy Efficiency: Cost Savings for Small and Large Operations
Modern heating tanks reduce energy waste through:
- Insulated designs that retain heat longer
- Precision thermostats to avoid overheating cycles
- Scalable wattage options, matching tank size to need
For commercial apiaries, this translates to lower operational costs per liter of honey processed, while hobbyists benefit from reduced electricity bills.
Scalability: Adapting to Beekeeping Growth Demands
From hobbyist batches to industrial volumes, modular systems allow seamless upgrades:
- Small tanks (50L–200L): Ideal for startups testing markets
- Mid-range (500L–1,000L): Fits expanding sidelines
- Commercial (2,000L+): Supports full-time honey businesses
A HONESTBEE heating tank grows with your apiary, eliminating the need for costly replacements as production scales.
Ensuring Safety and Compliance in Honey Production
Hygienic Design and Regulatory Standards
Food-grade stainless steel construction ensures:
- Easy cleaning, preventing bacterial buildup
- Compliance with global food safety regulations (e.g., FDA, EU standards)
- No metallic leaching, preserving honey’s purity
Risk Mitigation: Preventing Crystallization and Fermentation
Controlled heating tackles two major honey spoilage risks:
- Crystallization: Gentle warming (≤45°C) dissolves sugar crystals without scorching.
- Fermentation: Consistent temperatures inhibit wild yeast activation.
By maintaining these parameters, beekeepers reduce post-processing waste by up to 20% (industry estimate), protecting profit margins.
Ready to Enhance Your Honey’s Value?
HONESTBEE’s heating tanks help beekeepers and distributors deliver higher-quality honey with less energy waste. Whether you’re bottling artisanal batches or supplying supermarkets, our scalable solutions protect your product—and your bottom line.
Visual Guide
Related Products
- Stainless Steel Heated Honey Tank Warming Heating Tank
- Honey Tank Heater Drum Heating Blanket for Honey Barrel
- Heavy Duty Stainless Steel Honey Processing Machine Decrystallizing Tank
- Stainless Steel Honey Storage Tank with Lid for Honey
- Professional Honey Storage Tank with Agitation System
Related Articles
- The 40°C Rule: How Gentle Heat Protects the Soul of Your Honey
- Beyond the Shine: The Hidden Physics of Honey Tank Sanitation
- How to Heat Honey Without Destroying Its Nutrients: Science-Backed Methods
- Is Your Honey Tank a Hidden Hazard? Why Poor Sanitation Can Spoil Your Harvest
- The Hidden Bottleneck: Why Inconsistent Honey Heating Is Stalling Your Operation—And How to Fix It



















