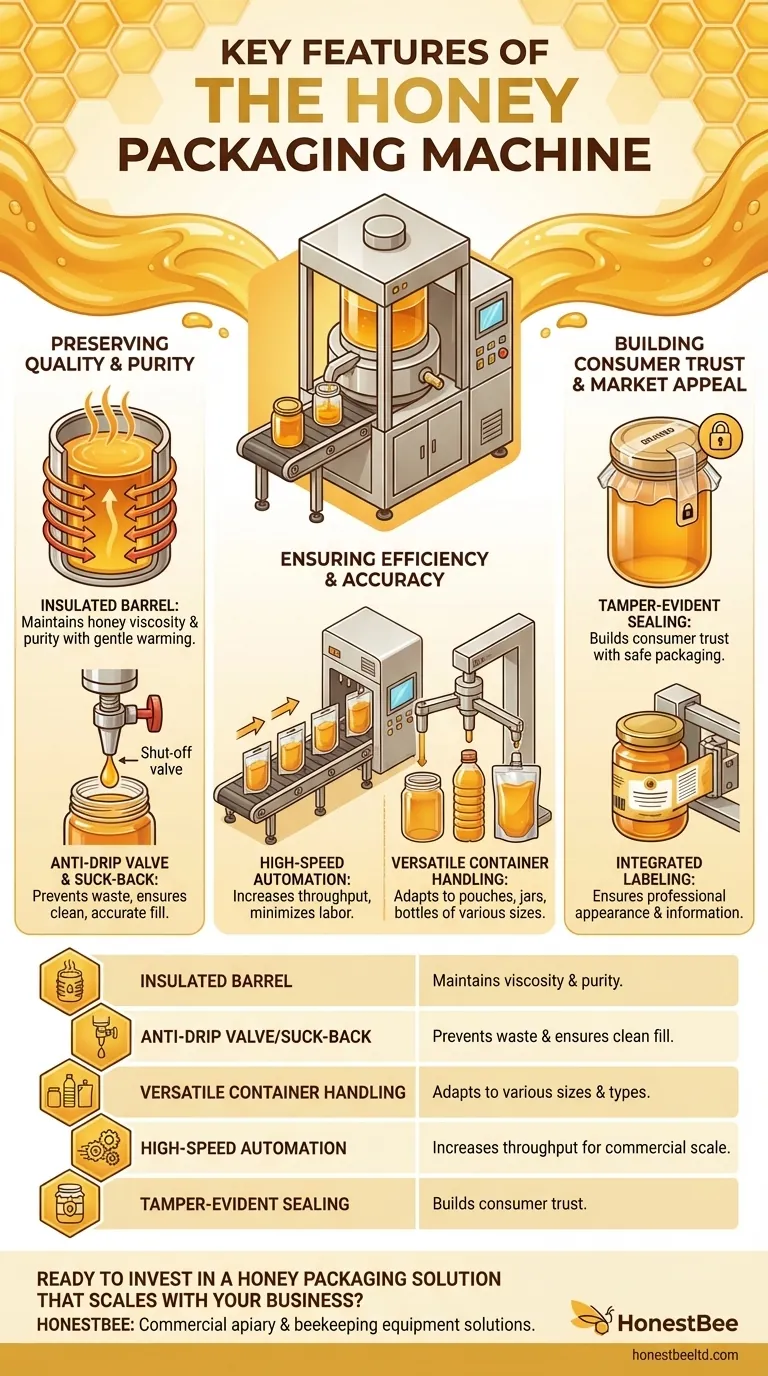
The key features of a honey packaging machine are designed to address honey's unique properties, focusing on preserving its quality, ensuring accurate filling, and preparing it for the market. These machines typically include a double-layer insulated barrel to maintain honey's viscosity and purity, a suck-back or shut-off valve mechanism to prevent dripping and waste, and the versatility to handle various container types like pouches, jars, or bottles.
A honey packaging machine is more than a simple filler. It is a specialized system engineered to protect the honey's natural quality while providing the speed, accuracy, and final presentation necessary for commercial success.

Preserving Honey Quality and Purity
The primary goal of a specialized honey packaging machine is to transfer the honey from a bulk source into its final container without degrading its quality. This involves managing both temperature and cleanliness.
The Role of the Insulated Barrel
Honey's viscosity (its thickness and flow rate) is highly sensitive to temperature. A double-layer insulated barrel is a critical feature that gently warms the honey, ensuring it flows smoothly and consistently without being overheated, which could destroy its natural enzymes and alter its flavor.
This temperature control ensures the honey's concentration and purity are maintained throughout the packaging process.
Preventing Drips and Contamination
Honey is a sticky, valuable product, and waste is costly. To prevent this, machines use precise anti-drip technology.
For flexible pouches, a suck-back device retracts any excess honey from the nozzle after filling. For jars and bottles, a precise shut-off valve stops the flow instantly, ensuring a clean fill without messy and wasteful drips.
Ensuring Efficiency and Accuracy
For any commercial operation, speed and consistency are paramount. Modern honey packaging machines are built to automate and streamline the entire process.
High-Speed and Stable Operation
Machines are designed for fast and stable performance to meet production demands. This ensures a consistent throughput, allowing a business to scale its output effectively.
Automated Conveying Systems
An integrated conveying system is a key feature in larger operations. It automatically moves containers through each station—filling, sealing, and labeling—minimizing manual labor and maximizing efficiency.
Versatility and Adaptability
Many machines can handle a variety of container sizes and shapes, from small glass jars to larger plastic bottles. This versatility allows a producer to adapt to changing market demands without investing in entirely new equipment.
Building Consumer Trust and Market Appeal
The packaging machine's role extends to the final presentation of the product on the shelf. Features that enhance safety and branding are crucial for earning consumer confidence.
Tamper-Evident Sealing
To guarantee product integrity, many systems incorporate a sealing function that applies tamper-evident seals like lid wraps. This provides a clear visual indicator to the consumer that the product is safe and has not been opened.
Integrated Labeling
An automated labeling machine accurately applies labels to each container. This ensures a professional appearance, improves shelf appeal, and delivers essential product information to the customer.
Understanding the Trade-offs and Key Considerations
Choosing a machine requires balancing features with your specific operational needs. Not every feature is necessary for every producer.
Production Volume vs. Machine Cost
A high-speed, fully automated line with conveyors is essential for large-scale producers but represents a significant investment. Smaller, artisanal operations may find a semi-automatic machine with lower throughput to be more cost-effective.
Packaging Type and Flexibility
A machine dedicated to a single container type (e.g., jars only) is often simpler and less expensive. A more versatile machine that handles jars, bottles, and pouches offers greater flexibility but can be more complex to operate and maintain.
Maintenance and Ease of Cleaning
Because honey is a food product, hygiene is non-negotiable. Machines that are easy to disassemble and clean are critical for preventing contamination and ensuring product safety, which can sometimes be a trade-off with machine complexity.
Selecting the Right Machine for Your Operation
The ideal machine depends entirely on your business goals, production scale, and the type of product you are bringing to market.
- If your primary focus is artisanal or small-batch production: Prioritize a machine that is easy to clean and offers the versatility to handle different container types for market testing.
- If your primary focus is high-volume commercial production: Invest in a high-speed, fully automated system with integrated conveying, sealing, and labeling to maximize throughput and minimize labor costs.
- If your primary focus is premium quality and purity: Ensure your machine has superior temperature control (insulated barrel) and precise, non-drip filling mechanisms to protect the honey's integrity above all else.
Ultimately, the right machine is an investment that aligns with your specific production needs and quality standards.
Summary Table:
| Feature | Benefit |
|---|---|
| Insulated Barrel | Maintains honey viscosity & purity with gentle warming. |
| Anti-Drip Valve/Suck-Back | Prevents waste and ensures a clean, accurate fill. |
| Versatile Container Handling | Adapts to various sizes and types (jars, bottles, pouches). |
| High-Speed Automation | Increases throughput and reduces labor for commercial scale. |
| Tamper-Evident Sealing | Builds consumer trust with safe, professional packaging. |
Ready to invest in a honey packaging solution that scales with your business?
At HONESTBEE, we supply commercial apiaries and beekeeping equipment distributors with robust, wholesale-focused packaging machinery. Whether you're focused on high-volume output, artisanal quality, or versatile container options, our equipment is engineered to protect your honey's integrity while maximizing your efficiency.
Contact our experts today to discuss the ideal machine for your specific production goals and receive a tailored quote.
Visual Guide
Related Products
- Automatic Single-Dose Snap & Squeeze Honey Sachets Packing Machine
- Fully Automatic Honey Filling Packaging Machine for Processing Line
- Precision Automated Packaging Turntable Honey Spoon Filling Sealing Packing Machine
- Economy Small Honey Filling Machine Honey Bottle Filler Packaging Machine
- Honey Stick Filler Vertical Paste Sachet Packing Machine for Honey Sachets
People Also Ask
- What is the role of a general honey packing machine in the production line? Boost Efficiency and Hygiene
- Why is it advantageous for apiaries to be located near honey processing centers? Boost Quality and Market Reach
- How does an industrial-grade honey sachet packaging machine assist beekeepers in accessing public institution markets?
- What are the main functions of a honey sachet packing machine? Boost Efficiency with Automated Precision
- How does the viscosity of honey influence packaging choices? Selecting the Best Containers & Machinery



















