
For small and medium-sized honey producers, balancing operational costs with product quality is a constant challenge. Honey vacuum thickeners offer a solution by streamlining processing while preserving the natural properties that make your honey stand out in competitive markets.
Advantages of Honey Vacuum Thickeners for SMEs
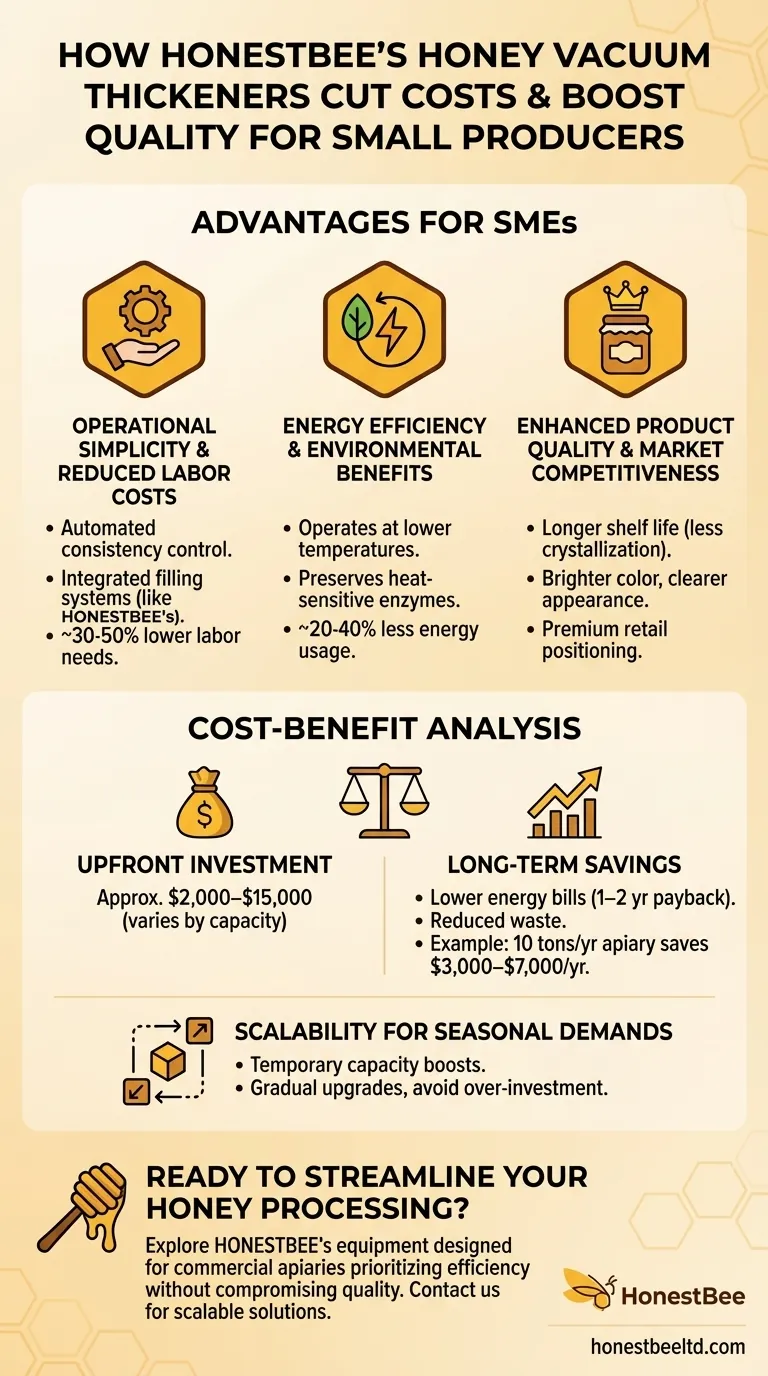
Operational Simplicity and Reduced Labor Costs
Traditional honey processing often requires multiple steps and manual oversight. Vacuum thickeners consolidate these tasks:
- Automated consistency control adjusts viscosity without constant operator intervention.
- Integrated filling systems (like those in HONESTBEE’s equipment) reduce handling steps, cutting labor needs by roughly 30–50% compared to manual methods.
This simplicity is especially valuable for seasonal producers scaling up during peak flows.
Energy Efficiency and Environmental Benefits
Unlike thermal evaporation, vacuum thickening operates at lower temperatures:
- Preserves heat-sensitive enzymes (e.g., diastase), maintaining honey’s "raw" quality claims.
- Uses ~20–40% less energy by leveraging vacuum pressure instead of sustained high heat.
Smaller carbon footprints also align with growing consumer demand for sustainable production.
Enhanced Product Quality and Market Competitiveness
- Longer shelf life: Vacuum processing minimizes moisture retention, a key factor in crystallization and spoilage.
- Brighter color and clearer appearance, critical for premium retail positioning.
"The equipment’s high efficiency makes it ideal for SMEs aiming to compete with larger brands," notes a beekeeping equipment distributor.
Cost-Benefit Analysis for Small-Scale Honey Processing
Upfront Investment vs. Long-Term Savings
While vacuum thickeners require an initial investment of approximately $2,000–$15,000 (depending on capacity), the ROI comes from:
- Lower energy bills (payback periods average 1–2 years).
- Reduced waste from consistent moisture control.
For example, a mid-sized apiary processing 10 tons annually could save $3,000–$7,000 yearly in labor and utilities.
Scalability for Seasonal Production Demands
Modular designs allow:
- Temporary capacity boosts during high-yield periods.
- Gradual upgrades as business grows, avoiding over-investment early on.
Ready to streamline your honey processing? Explore HONESTBEE’s beekeeping equipment designed for commercial apiaries and distributors who prioritize efficiency without compromising quality. Contact us to discuss scalable solutions tailored to your production volume.
Visual Guide
Related Products
- Honey Concentrating Vacuum Heating Thickening Machine Dehumidifier for Honey
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
- High Quality Honey Dehumidifier Dryer Thickening Machine for Beekeeping
- Economy Small Scale Honey Dryer Dehumidifier Thickening Machine
- Double Wall Honey Heating Stirring Homogenizer Mixing Machine with Various Capacity
Related Articles
- Heat, Honey, and the Commercial Compromise: Why Processing is a Balancing Act
- Heat, Honey, and Haste: The Physics of Preserving Liquid Gold
- The Physics of Patience: Why Heating Honey is a High-Stakes Balancing Act
- How to Ethically Harvest Honey Without Compromising Bee Colony Survival
- More Than Melting: Why Your Honey Heating Method Is Silently Costing You Money



















