
The Illusion of Immortality
We think of honey as immortal. A substance so stable it can be found in ancient tombs, perfectly preserved. This perception creates a dangerous cognitive bias for beekeepers: we assume our harvest is inherently safe.
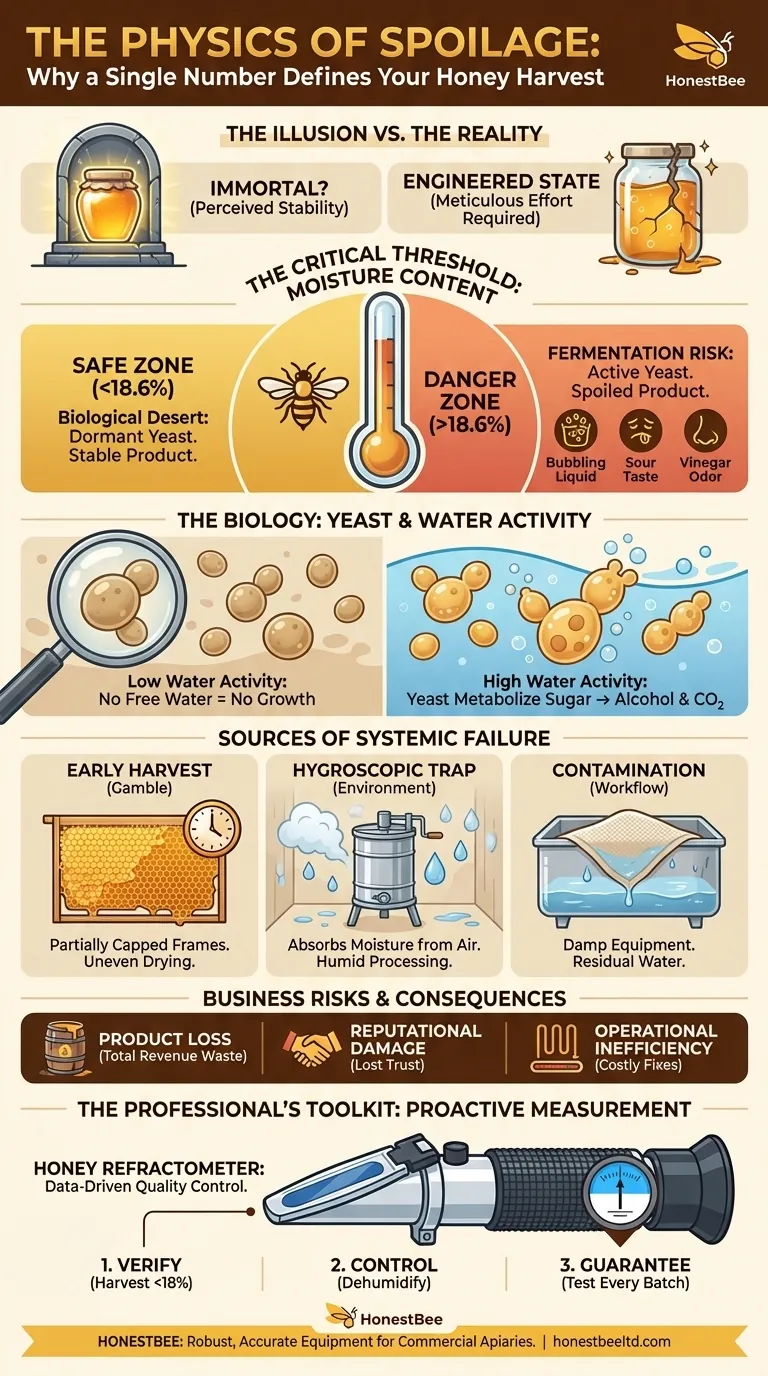
But honey’s legendary shelf life is not a given. It is an engineered state, achieved by bees through meticulous effort. Spoilage is not a freak accident; it is the natural outcome when a single physical parameter is ignored.
That parameter is moisture content. And failing to measure it is the difference between a timeless product and a fermented, unsellable loss.
The Biology of a Fragile Guarantee
Every drop of honey contains the seeds of its own destruction: wild, osmophilic yeasts. These organisms are uniquely adapted to survive in high-sugar environments. Most of the time, they lie dormant.
Water Activity: The Decisive Factor
The secret to honey's stability is its low water activity. When moisture content is below 18.6%, there is simply not enough "free" water for yeast cells to metabolize sugar and reproduce. The honey is, in effect, a biological desert where these microbes cannot thrive.
This isn't an accident. Bees are master engineers of this process. They actively dehydrate nectar by fanning their wings over the comb, driving moisture down to a stable level before sealing the cell with a pristine wax cap. The cap is their final quality stamp, signifying the honey is "finished."
The Fermentation Threshold
Cross the 18.6% moisture threshold, and the entire system collapses. The yeasts awaken and begin consuming the honey's sugars, producing alcohol and carbon dioxide.
The result is fermentation: a sour taste, a vinegary odor, and visible bubbling. The product is ruined. The value is zero.
Where Good Honey Goes Bad: Sources of Systemic Failure
High moisture isn't caused by a single mistake. It arises from vulnerabilities in the harvesting and extraction process—systemic flaws that can compromise an entire season's work.
The Pressure to Harvest Early
A beekeeper harvesting a frame that is only partially capped is making a gamble. They are betting that the uncapped cells are as dry as the capped ones. This is often driven by a desire to get the harvest in before the weather turns or other pressures mount. It's a bet against physics, and it often loses.
The Hygroscopic Trap
Honey is intensely hygroscopic; it actively absorbs moisture from its surroundings. A perfectly cured batch of honey can be ruined simply by being extracted in a humid, poorly ventilated room. The air itself becomes a source of contamination.
Contamination in the Workflow
Even the smallest details matter. A supposedly dry extraction tank with a bit of residual water from cleaning, or a damp filter cloth, can introduce enough moisture to push a borderline-safe batch of honey over the fermentation cliff.
The High Stakes of a Single Metric
For a commercial apiary, the consequences of poor moisture management extend far beyond a few spoiled buckets.
| Risk Category | Consequence |
|---|---|
| Product Loss | The entire batch ferments, resulting in a total loss of revenue and wasted labor. |
| Reputational Damage | Honey that ferments on a distributor's or customer's shelf destroys brand trust. |
| Operational Inefficiency | Corrective actions, like heating, are slow, risky, and degrade product quality. |
The temptation to "fix" wet honey by heating it is a common but dangerous path. Overheating destroys the delicate enzymes and aromatic compounds that define high-quality raw honey. A much safer, though slower, method is to use a dehumidifier in a sealed warming room—a solution that requires proper equipment and planning.
From Reactive to Proactive: A Professional's Toolkit
Guesswork is the enemy of quality. Professional beekeepers don't hope their honey is stable; they verify it. The indispensable tool for this is the honey refractometer. It provides an instant, accurate reading of moisture content, turning an unknown risk into a manageable data point.
This data-driven approach transforms the entire operation:
- For Bulk Storage: You harvest only when frames are sufficiently capped and a refractometer confirms a reading below 18%. No exceptions.
- For Humid Climates: You recognize the environment is a risk factor and mitigate it with dehumidifiers in your extraction and storage areas.
- For Quality Control: You measure every batch post-extraction to guarantee stability before it's packaged and sold.
For commercial operations and distributors where consistency is non-negotiable, investing in professional-grade tools is not a cost—it's insurance. Reliable refractometers and climate control equipment are fundamental to protecting your product and reputation. As a wholesale-focused supplier, HONESTBEE provides the robust, accurate equipment that large-scale apiaries depend on to manage these critical variables.
Ultimately, honey's stability is not magic. It is a measurable physical property. Ensuring it is the defining act that separates an amateur from a professional. Protecting your harvest starts with having the right data and the right equipment. Contact Our Experts
Visual Guide
Related Products
- Digital Honey Refractometer for Precision Measurement of Optimal Honey Quality
- Precision Honey Refractometer Instrument for Quality Assessment
- High Quality Honey Dehumidifier Dryer Thickening Machine for Beekeeping
- Honey Concentrating and Filtering Dehumidifier Machine 2T Capacity for Honey
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
Related Articles
- How to Accurately Test Honey Readiness: Science-Backed Methods for Beekeepers
- Beyond Brix: Why Your Honey's Future Depends on a Single, Temperature-Compensated Number
- The Margin of Error: Why Honey Refractometers Are a Measure of Professional Trust
- From Ambiguity to Certainty: The Practical Case for Digital Honey Refractometers
- The Operator, Not the Optics: Why Honey Refractometer Accuracy Is a Matter of Discipline












