
It’s a scenario every commercial beekeeper dreads. You open a 55-gallon drum from last season’s harvest, ready to fulfill a major order. But instead of the sweet aroma of liquid gold, you’re hit with a sour, alcoholic smell. A layer of foam sits on top. Your valuable product has fermented. An entire drum—representing weeks of hard work and thousands of dollars in potential revenue—is now a total loss.
This isn't just bad luck. It's a failure of science, and it’s one of the most significant, yet preventable, financial risks in the honey business.
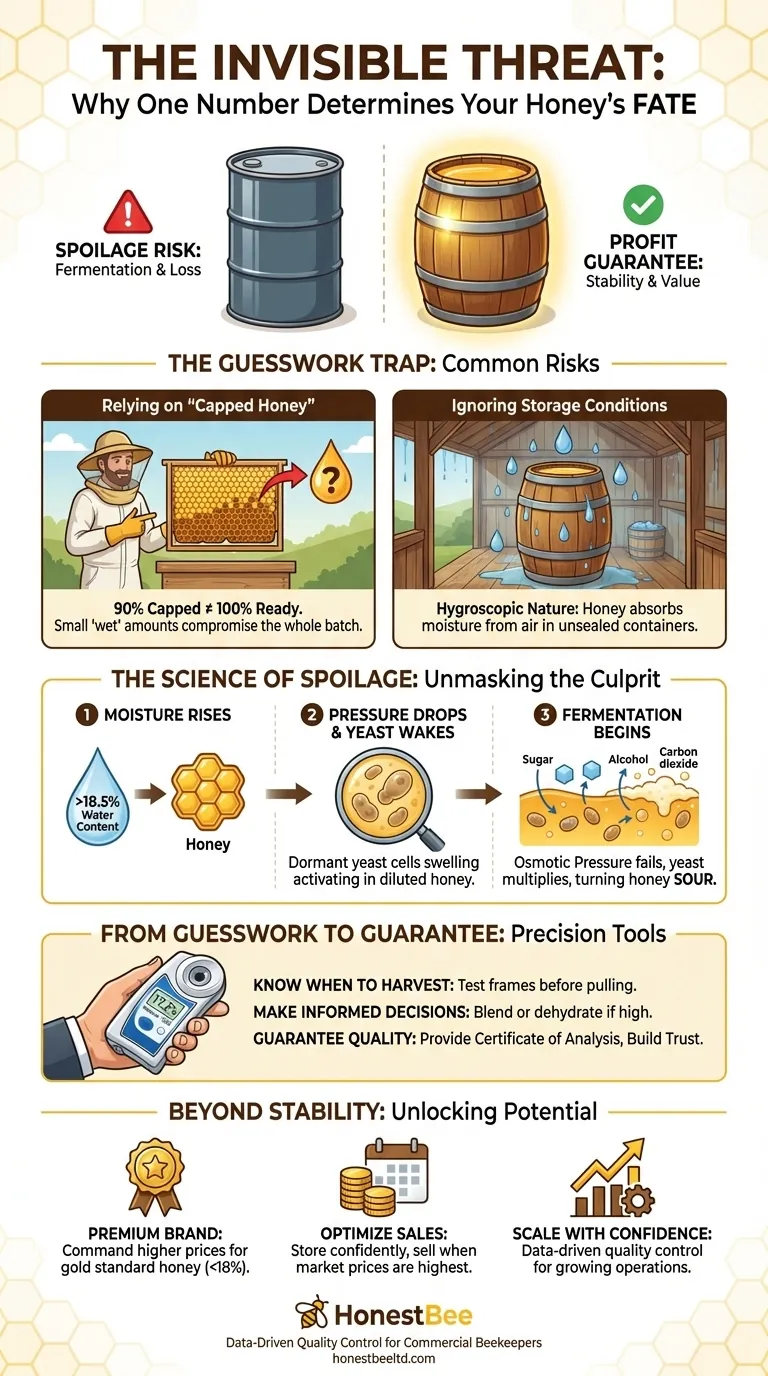
The Guesswork Trap: How Common Practices Put Your Business at Risk
When a batch of honey ferments, the immediate reaction is often to look for a complex cause. But the problem is rarely complicated. It’s almost always a moisture content that crept above the critical 18.5% threshold.
For many operations, managing this risk is based on guesswork and tradition rather than precise measurement:
- Relying on "Capped Honey": The belief that "if the bees capped it, it must be ready" is a solid rule of thumb, but it’s not a guarantee. A frame that is 90% capped can still have its overall moisture level thrown off by that 10% of "wet" nectar. In a large-scale extraction, these small amounts add up and can compromise the entire tank.
- Ignoring Storage Conditions: Honey is hygroscopic, meaning it acts like a sponge, actively pulling moisture from the air. Storing honey in a humid barn or using containers that aren't perfectly airtight is an open invitation for a stable product to turn into a high-risk one over time.
These oversights have direct and severe business consequences:
- Direct Financial Loss: Every fermented drum is product you cannot sell.
- Reputational Damage: Selling a batch that ferments on a distributor's or customer's shelf can permanently damage your brand's reputation for quality.
- Wasted Resources: The labor, time, and inputs invested in producing that honey are completely lost.
- Inconsistent Inventory: You can't confidently store honey to capitalize on future price increases if you're worried about its stability.
The Science of Spoilage: Unmasking the Real Culprit
The legendary shelf-life of honey isn't magic; it's a delicate balance of physics and biology. The secret lies in understanding one core principle: osmotic pressure.
All raw honey contains natural, dormant wild yeasts. They are harmless as long as they stay asleep. The honey's extremely high sugar concentration creates immense osmotic pressure, which acts like a powerful vacuum, pulling the water out of any yeast cells and keeping them dehydrated and inactive.
Here is the simple, critical sequence of events that leads to spoilage:
- Moisture Rises: Whether from harvesting uncapped nectar or improper storage, the water content increases.
- Pressure Drops: As the honey is diluted, the osmotic pressure weakens.
- Yeast Activates: The yeast cells can now retain enough water to "wake up" and multiply.
- Fermentation Begins: The active yeast consumes the honey's sugars, producing alcohol and carbon dioxide. This is the frothy, sour mess that ruins your product.
The common practices of just "looking" at the frames or "hoping" for the best fail because they don't address this root cause. They are attempts to manage an invisible threat without the ability to see it.
From Guesswork to Guarantee: The Tools for Precision Control
To defeat an invisible enemy, you need a tool that makes it visible. You cannot manage what you do not measure. The only way to guarantee the stability of your honey and the security of your revenue is to replace guesswork with data.
This is where professional-grade equipment becomes essential. A honey refractometer is the fundamental tool for this job. It instantly gives you the precise moisture percentage, turning an unknown risk into a known variable you can control. It allows you to:
- Know Exactly When to Harvest: Test your frames to ensure the honey is below the 18.5% threshold before you ever pull it from the hive.
- Make Informed Decisions: If a batch reads high (e.g., 19%), you know it requires immediate action, like blending with a much drier honey or using a dehydrator, instead of discovering the problem months later when it's too late.
- Guarantee Quality: Provide your buyers with a certificate of analysis showing the exact moisture content, building trust and justifying a premium price.
This is why HONESTBEE focuses on supplying the robust, accurate tools that commercial operations need. Our equipment is designed based on a deep understanding of these scientific principles. From precise refractometers to truly airtight storage solutions, we provide the means to protect your product by controlling its fundamental chemistry.
Beyond Stability: Unlocking New Commercial Potential
When you eliminate the risk of fermentation, you do more than just prevent loss. You create a foundation for a more profitable and scalable business. With precise moisture control, you can:
- Build a Premium Brand: Consistently delivering honey that meets the "gold standard" (under 18%) builds a reputation for excellence that customers and distributors will pay more for.
- Optimize Your Sales Strategy: Confidently store your harvest for months, allowing you to hold inventory and sell when market prices are most favorable, rather than being forced to sell immediately.
- Scale with Confidence: Implement a data-driven quality control process that ensures every drum, from the first to the last, is stable and valuable, no matter how large your operation grows.
Ultimately, controlling moisture isn't just about saving honey; it's about securing your investment and professionalizing your operation. Moving from hoping for the best to knowing the numbers is the critical step in safeguarding your hard-earned profits.
Your honey's quality and your business's reputation shouldn't be left to chance. If you're ready to implement a data-driven approach to quality control and protect every drop you produce, our team is here to help you select the right equipment for your operational needs. Contact Our Experts.
Visual Guide
Related Products
- Precision Honey Refractometer Instrument for Quality Assessment
- Digital Honey Refractometer for Precision Measurement of Optimal Honey Quality
- High Quality Honey Dehumidifier Dryer Thickening Machine for Beekeeping
- Honey Concentrating and Filtering Dehumidifier Machine 2T Capacity for Honey
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
Related Articles
- Mastering the Craft: A Professional's Guide to Calibrating Your Honey Refractometer
- The Physics of Perfection: Why a Single Number Determines Your Honey's Fate
- The Physics of Trust: Why Your Honey Refractometer Lies Without Temperature Discipline
- The Margin of Error: Why Honey Refractometers Are a Measure of Professional Trust
- Beyond Brix: Why Your Honey's Future Depends on a Single, Temperature-Compensated Number










