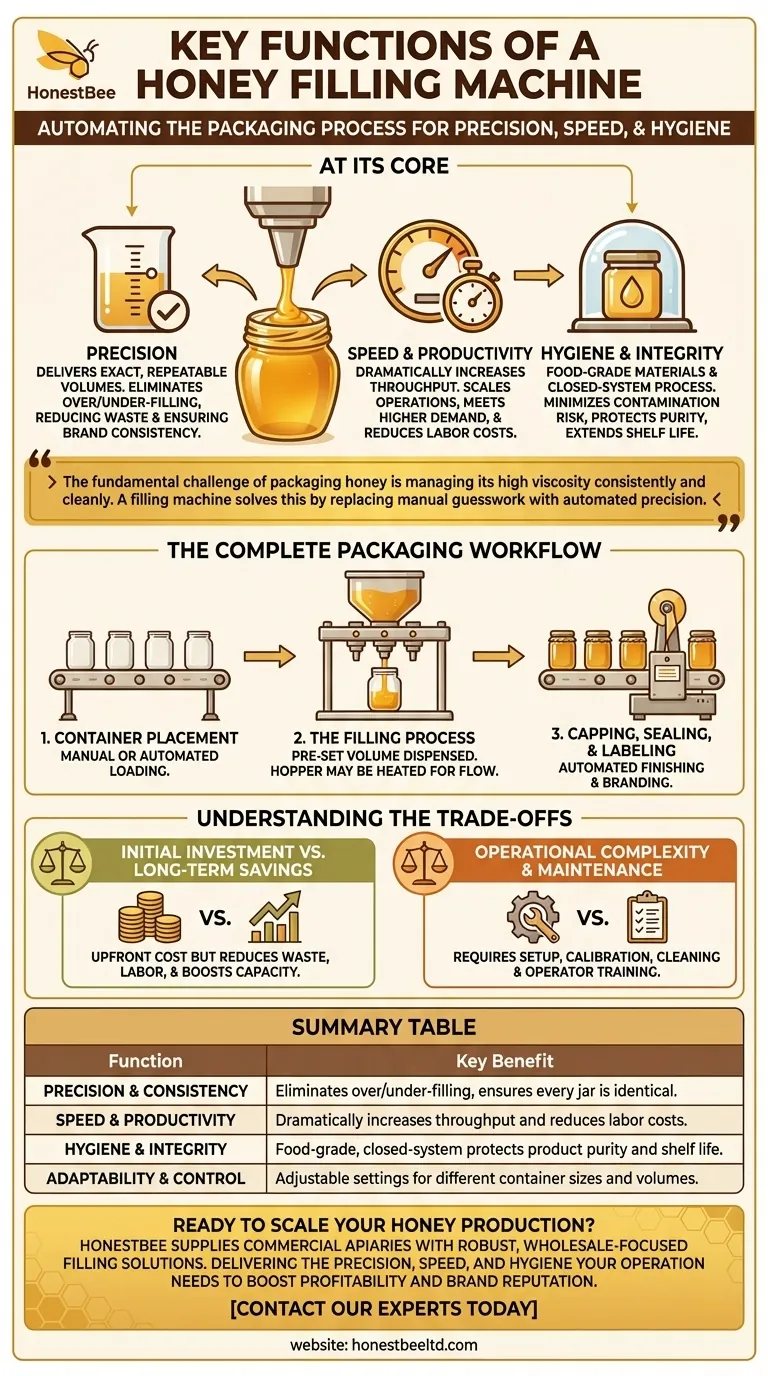
At its core, a honey filling machine automates the packaging process by delivering three primary functions: precision, speed, and hygiene. It is engineered to dispense an exact, repeatable volume of honey into containers far faster than manual methods while ensuring the product remains uncontaminated and professionally presented.
The fundamental challenge of packaging honey is managing its high viscosity consistently and cleanly. A filling machine solves this by replacing manual guesswork and labor with automated precision, ensuring every container is filled correctly, production targets are met, and the final product looks professional.

Breaking Down the Core Functions
A honey filling machine is more than just a dispenser. It is a specialized system designed to handle a uniquely challenging product while streamlining a critical business operation.
Precision and Consistency
The most critical function is delivering a precise volume of honey into every jar. This eliminates overfilling, which wastes product and profit, and underfilling, which can damage brand reputation and violate regulations.
This automated consistency ensures that the customer receives the same amount of product every time, building trust and reinforcing the quality of your brand.
Speed and Productivity
Compared to manual filling, a machine dramatically increases throughput. This allows you to scale your operation, meet higher demand, and reduce the bottlenecks commonly found in the packaging stage.
By automating this repetitive task, you also significantly reduce labor costs and free up personnel for more valuable activities.
Hygiene and Product Integrity
These machines are constructed from food-grade materials, typically stainless steel, to prevent contamination and make cleaning easier.
An automated, closed-system filling process minimizes the honey's exposure to air and potential human contact, protecting its purity and extending its shelf life.
Adaptability and Control
Most honey fillers feature adjustable volume settings. This allows you to use the same machine for various container sizes, from small sample jars to large retail containers, providing crucial operational flexibility.
The Complete Packaging Workflow
A filling machine is the heart of a packaging line. Understanding how it fits into the overall process reveals its true value.
Step 1: Container Placement
The process begins with placing empty jars or bottles onto a conveyor. This can be done manually by an operator or automatically by auxiliary equipment in a fully integrated line.
Step 2: The Filling Process
Containers are moved into position under the filling nozzle. The machine then dispenses the pre-set volume of honey. The honey is typically fed into the filler from a larger tank or hopper, which may be heated to reduce viscosity and improve flow.
Step 3: Capping, Sealing, and Labeling
After being filled, the containers move to subsequent stations. Here, they are automatically or semi-automatically capped and sealed. Further down the line, a labeling machine may apply the final branding before the product is boxed for shipping.
Understanding the Trade-offs
While highly beneficial, investing in a honey filling machine requires careful consideration of the associated compromises.
Initial Investment vs. Long-Term Savings
The primary barrier is the upfront capital cost. However, this must be weighed against the long-term savings from reduced product waste, lower labor expenses, and increased production capacity.
Operational Complexity
Unlike a simple funnel and scoop, these machines require setup, calibration, and regular cleaning. Operators need to be trained on proper use and maintenance to ensure consistent performance and hygiene.
Managing Honey's Viscosity
Honey's thickness changes significantly with temperature. Many filling systems incorporate heaters in the hopper to keep the honey fluid and ensure it flows smoothly and accurately, which can add to energy costs and operational oversight.
Making the Right Choice for Your Operation
Selecting the right machine depends entirely on your primary business goal.
- If your primary focus is scaling production: Prioritize a machine with a high filling speed (jars per minute) and options for full automation, including container feeding and capping.
- If your primary focus is product quality and branding: Choose a filler known for its high accuracy and drip-free performance to ensure a clean, professional finish on every jar.
- If your primary focus is operational efficiency: Calculate the return on investment based on reduced labor hours and minimized product waste to justify the initial expense.
By automating your filling process, you take direct control over your product's quality, consistency, and profitability.
Summary Table:
| Function | Key Benefit |
|---|---|
| Precision & Consistency | Eliminates over/under-filling, ensures every jar is identical. |
| Speed & Productivity | Dramatically increases throughput and reduces labor costs. |
| Hygiene & Integrity | Food-grade, closed-system protects product purity and shelf life. |
| Adaptability & Control | Adjustable settings for different container sizes and volumes. |
Ready to scale your honey production with professional-grade equipment?
HONESTBEE supplies commercial apiaries and beekeeping equipment distributors with robust, wholesale-focused honey filling solutions. Our machines are designed to deliver the precision, speed, and hygiene your operation needs to boost profitability and brand reputation.
Contact our experts today to find the perfect filling machine for your business goals!
Visual Guide
Related Products
- Precision Durable Efficient HONESTBEE Rotary Honey Filling Machine
- Semi Automatic Small Honey Bottle Filling Machine Honey Filler
- Economy Small Honey Filling Machine Honey Bottle Filler Packaging Machine
- Commercial Rotary Honey Filling Machine for Production
- Fully Automatic Honey Filling Packaging Machine for Processing Line
People Also Ask
- What is a key feature of the new generation of the honey filling machine? The Advanced Electronic Control Unit
- How do high-precision honey filling machines ensure quality? Optimize Your Commercial Production with HONESTBEE
- What are the benefits of a honey filling machine? Boost Production Efficiency & Product Quality
- How does a honey filling machine benefit small-scale honey processing businesses? Boost Efficiency & Brand Quality
- How do honey filling machines work? Achieve Precision & Speed for Your Apiary



















