At its core, a honey storage tank serves as the critical holding and conditioning vessel between honey extraction and final bottling. While its primary purpose is to store honey, its function extends far beyond simple containment. These tanks, typically made of food-grade stainless steel, act as a crucial buffer in the production line, allowing for clarification, temperature management, and batch consistency before packaging.
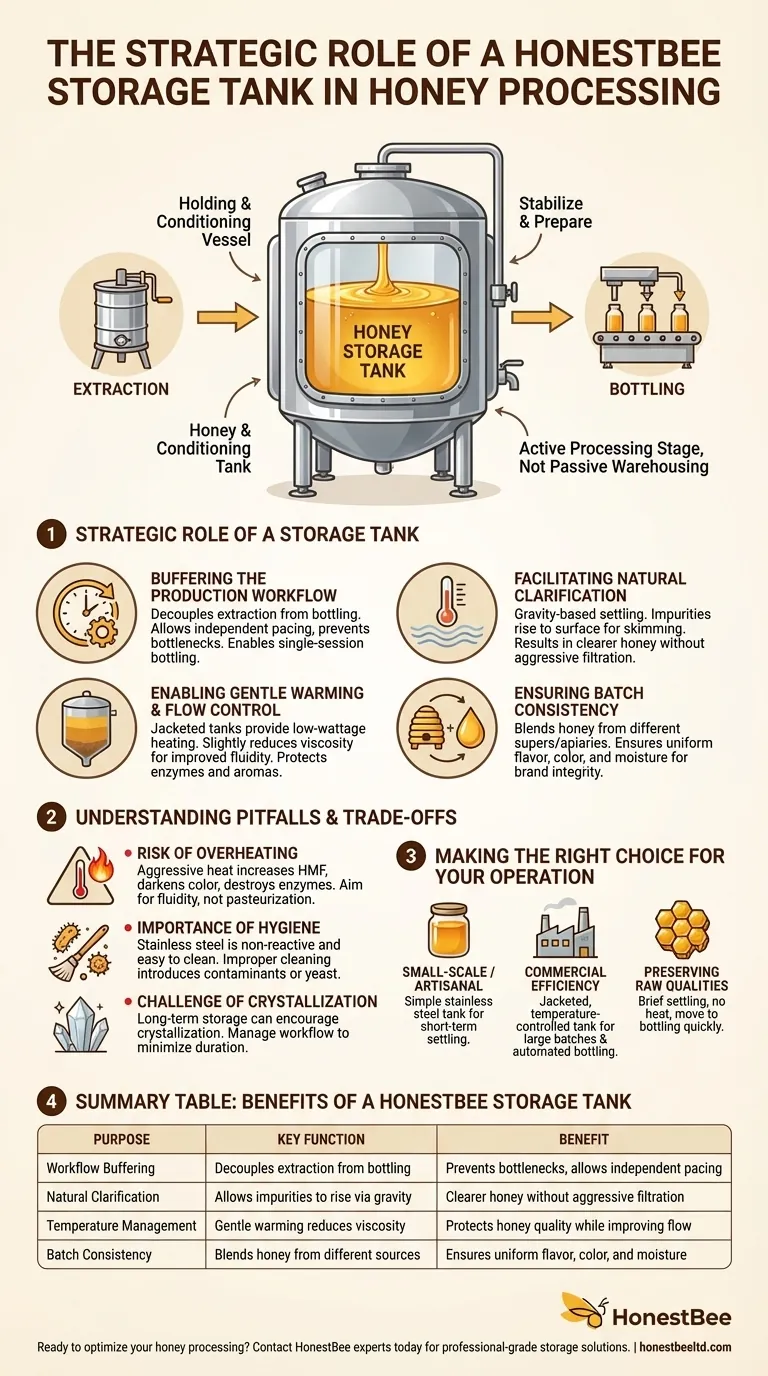
A honey storage tank should not be viewed as passive warehousing, but as an active processing stage. Its true purpose is to stabilize and prepare honey, ensuring the final product maintains its quality while making the bottling process efficient and consistent.

The Strategic Role of a Storage Tank
A storage tank, often called a settling tank or holding tank, is a central hub in a well-managed honey processing operation. Its role is multifaceted, directly impacting both product quality and workflow efficiency.
Buffering the Production Workflow
A storage tank decouples the extraction process from the bottling process. You can extract honey for days and accumulate it in the tank, then run your bottling line efficiently in a single, dedicated session.
This buffer prevents bottlenecks and allows each stage of the operation to proceed at an optimal, independent pace.
Facilitating Natural Clarification
When raw honey is held undisturbed in a tank, its natural density allows for gravity-based clarification. Lighter impurities, such as fine wax particles and air bubbles introduced during extraction, will slowly rise to the surface.
This process, known as settling, allows you to skim these impurities off the top, resulting in a clearer, more visually appealing final product without aggressive filtration.
Enabling Gentle Warming and Flow Control
Honey is viscous, and its flow rate is highly dependent on temperature. Many storage tanks are "jacketed" or equipped with low-wattage heating elements.
The goal is not to "cook" the honey, but to warm it gently. This slightly reduces its viscosity, making it flow easily through pumps and into bottling equipment without causing damage to the honey's delicate enzymes and aromas. This improves what the references call "fluidity."
Ensuring Batch Consistency
For larger operations, a single large tank allows you to blend honey from different supers or apiaries. This helps create a final product with a consistent flavor, color, and moisture content, which is critical for brand integrity.
Understanding the Pitfalls and Trade-offs
Using a storage tank correctly is key to preserving honey quality. Mismanagement at this stage can easily degrade the final product.
The Risk of Overheating
The single greatest risk is applying too much heat. Aggressive or uneven heating can destroy beneficial enzymes, increase HMF (hydroxymethylfurfural) levels, and darken the honey's color, compromising its quality as a raw product.
Temperature control must be precise and gentle, aiming only to improve fluidity, not to pasteurize.
The Importance of Hygiene
Honey is acidic and hygroscopic (it absorbs moisture), making the choice of tank material critical. Stainless steel is the industry standard because it is non-reactive and easy to clean and sanitize.
Improperly cleaned tanks can introduce contaminants or fermentation yeasts, spoiling presentazione an entire batch of honey.
The Challenge of Crystallization
Storing honey for extended periods, especially at cooler temperatures, can encourage crystallization. While gentle warming in the tank can help re-liquefy crystals, it is best to manage your workflow to minimize long-term storage.
Making the Right Choice for Your Operation
The ideal storage tank setup depends entirely on the scale and goals of your honey operation.
- If your primary focus is small-scale, artisanal production: A simple stainless steel tank used for short-term settling and clarification is often sufficient.
- If your primary focus is commercial efficiency and volume: A jacketed, temperature-controlled tank is essential for maintaining a consistent workflow and preparing large batches for automated bottling.
- If your primary focus is preserving raw honey qualities: Use the tank primarily for brief settling periods with no heat application, moving the honey to bottling as quickly as possible.
Ultimately, the right storage tank transforms honey processing from a series of disjointed tasks into a streamlined, quality-focused system.
Summary Table:
| Purpose | Key Function | Benefit |
|---|---|---|
| Workflow Buffering | Decouples extraction from bottling | Prevents bottlenecks, allows independent pacing |
| Natural Clarification | Allows impurities to rise via gravity | Clearer honey without aggressive filtration |
| Temperature Management | Gentle warming reduces viscosity | Protects honey quality while improving flow |
| Batch Consistency | Blends honey from different sources | Ensures uniform flavor, color, and moisture |
Ready to optimize your honey processing with the right equipment?
For commercial apiaries and beekeeping equipment distributors, the correct storage tank is the cornerstone of an efficient, high-quality operation. HONESTBEE supplies professional-grade, food-grade stainless steel honey storage tanks and a full range of beekeeping supplies through our wholesale-focused operations.
We help you protect your honey's quality while streamlining your workflow for maximum output. Contact our experts today to discuss the ideal storage solution for your scale and goals.
Visual Guide
Related Products
- Stainless Steel Honey Storage Tank with Lid for Honey
- Stainless Steel Honey Storage and Settling Tank with Double Strainer
- Professional Honey Storage Tank with Agitation System
- Stainless Steel Honey Tank Stand for Honey Storage
- Premium Stainless Steel Honey Tank Bucket Pail with Reinforced Handle and Polished Finish
People Also Ask
- What are honey storage tanks used for? Essential Features for Quality Preservation and Profit
- What types of containers should be avoided for storing honey and why? Expert Tips for Honey Preservation
- How do specialized honey storage containers contribute to logistics? Streamline Your Bee Product Supply Chain
- What economic role do honey storage tanks play? Boost Your Revenue Through Strategic Inventory Management
- How do industrial-grade stainless steel honey storage tanks maintain product quality? Ensure Purity & Export Standards



















