
It’s a familiar sight for any commercial beekeeper: a 55-gallon drum of premium honey, crystallized into a solid, unworkable block. Your bottling schedule is tomorrow, distributors are waiting, and your most valuable asset is locked away inside a steel wall. The pressure is on to get it flowing, and to get it flowing fast.
What do you do next? This single decision can be the difference between a profitable batch and a significant financial loss.
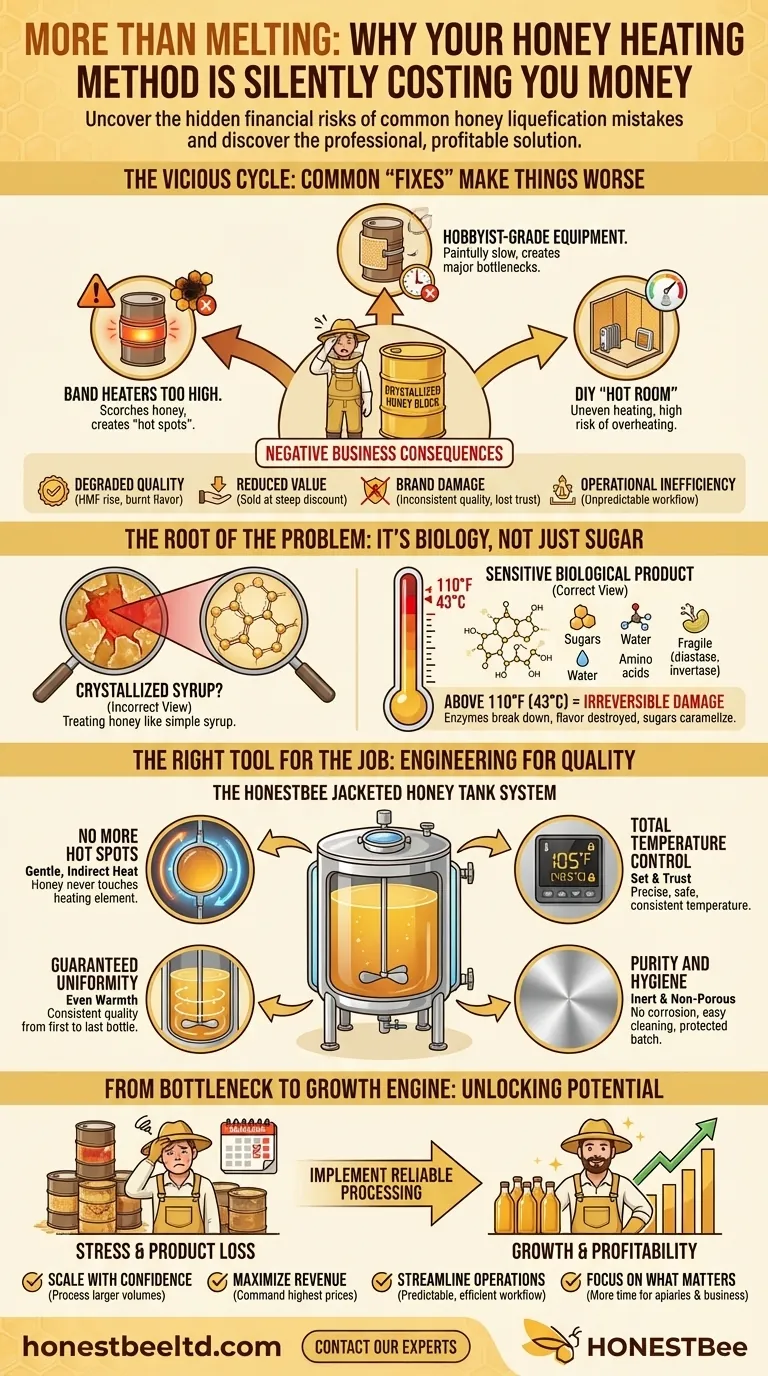
The Vicious Cycle: Why Common "Fixes" Make Things Worse
Faced with a drum of solid honey, the immediate goal seems simple: apply heat. This is where many well-intentioned operations go wrong. The typical responses often involve a series of costly compromises:
- Using band heaters cranked too high: In a rush, you might turn the dial up on a wrap-around heater. While the honey touching the drum walls melts quickly, it also scorches. This creates "hot spots" that burn the delicate sugars and destroy enzymes, altering the flavor and color of a portion of your batch.
- Relying on hobbyist-grade equipment: Perhaps you try a small water bath or a heated blanket designed for a 5-gallon pail. For a 55-gallon drum, these methods are painfully slow and inefficient, creating a major bottleneck in your production line and wasting valuable staff hours.
- Building a DIY "hot room": Some operators will place drums in a small, insulated room with a space heater. This approach is nearly impossible to control. The result is uneven heating, excessively long wait times, and a high risk of overheating the entire batch.
These "solutions" all lead to the same negative business consequences. You might successfully liquefy the honey, but at what cost? A single overheated batch can lead to:
- Degraded Quality: The honey darkens, develops a slightly burnt or caramelized flavor, and its HMF (Hydroxymethylfurfural) levels can rise, signaling heat damage to buyers.
- Reduced Value: Premium honey that fails quality control is often sold at a steep discount, erasing your profit margins.
- Brand Damage: Inconsistent quality erodes the trust you’ve built with distributors and customers.
- Operational Inefficiency: Your workflow becomes unpredictable and stressful, built around fighting fires instead of smooth, scalable processing.
You're left wondering why, despite your best efforts, your quality is inconsistent and your processing is always a struggle. The problem isn't that you're heating the honey; it's that you're treating the symptom—crystallization—without understanding the disease.
The Root of the Problem: It's Not Just Sugar, It's Biology
The core conflict lies in a widespread misunderstanding: treating honey like a simple syrup. It is not. Honey is a sensitive biological product.
It is a complex mixture of sugars, water, amino acids, and, most importantly, delicate enzymes like diastase and invertase. These enzymes are a key indicator of raw, high-quality honey. They are also incredibly fragile.
When honey is heated above approximately 110°F (43°C), these enzymatic structures begin to break down. The natural flavor compounds are destroyed, and the sugars begin to caramelize. This damage is irreversible.
This is precisely why the common "fixes" fail:
- They apply aggressive, direct, or uncontrolled heat. A band heater at a high setting can create a scorching-hot surface on the drum wall, while the center of the drum remains solid.
- They prioritize speed over safety. Trying to melt a drum in hours with high heat, instead of over a day with gentle heat, fundamentally damages the product.
- They fail to provide uniform warmth. A hot room heats the drum unevenly, cooking some parts while others are still melting.
The goal should never be to simply "melt" the honey. The goal must be to preserve its biological integrity while gently reducing its viscosity. To do that, you need a tool specifically designed for the task.
The Right Tool for the Job: Engineering for Quality
To solve the problem of heat damage permanently, you need to move away from brute-force heating and adopt a system built on the principles of gentle, indirect, and precisely controlled heat. For commercial-scale operations, that system is the jacketed honey tank.
A jacketed tank isn't just a container that gets warm; it's an engineered solution designed from the ground up to protect honey. It’s the physical embodiment of a deep understanding of honey's delicate nature.
HONESTBEE provides professional-grade jacketed tanks that directly solve the root causes of heat damage:
- No More Hot Spots: The "jacket" is a second outer wall where warm water circulates. This provides a massive surface area for gentle, indirect heat transfer. The honey never touches a heating element, eliminating the risk of scorching.
- Total Temperature Control: Our tanks are equipped with precise thermostats. You can set the temperature to a safe, low level (e.g., 105°F / 40.5°C) and trust that it will be held there consistently, protecting your honey's enzymes and flavor.
- Guaranteed Uniformity: Many of our larger tanks include a slow-moving stirrer. This ensures the warmth is distributed evenly throughout the entire batch, from the walls to the very center, for consistent quality from the first bottle to the last.
- Purity and Hygiene: Made from 304 stainless steel, these tanks are inert and non-porous. They won't corrode or leach unwanted flavors into your honey, and their smooth surfaces make them easy to clean and sanitize, protecting every batch.
This isn't a happy accident. This is equipment designed with the core problem in mind, turning a process fraught with risk into one that is safe, repeatable, and predictable.
From Bottleneck to Growth Engine: What Predictable Quality Unlocks
When you stop fighting with crystallized honey and implement a reliable processing system, something transformative happens. The constant source of stress and product loss becomes a cornerstone of your growth.
With the right equipment, you are no longer just a beekeeper; you are a professional processor capable of:
- Scaling with Confidence: Process larger volumes of honey without ever worrying about compromising the quality that defines your brand.
- Maximizing Your Revenue: Consistently produce premium-grade honey that meets the strictest standards, allowing you to command the highest possible price.
- Streamlining Your Operations: Create a predictable, efficient workflow that eliminates bottlenecks, reduces labor costs, and meets distributor deadlines with ease.
- Focusing on What Matters: Spend less time troubleshooting processing issues and more time managing your apiaries, developing new products, and growing your business.
Solving your honey heating problem is about more than just melting crystals. It's about protecting your hard work, building a reputation for excellence, and unlocking the full commercial potential of your apiary.
Your honey is a premium product; it deserves professional handling. If you're ready to move past the daily struggles of inconsistent processing and build a more profitable, scalable operation, we can help you design the right system for your needs. To discuss your specific challenges and goals, please Contact Our Experts.
Visual Guide
Related Products
- Stainless Steel Heated Honey Tank Warming Heating Tank
- Honey Tank Heater Drum Heating Blanket for Honey Barrel
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
- Silicone Rubber Honey Drum Heating Belt
- Honey Concentrating Vacuum Heating Thickening Machine Dehumidifier for Honey
Related Articles
- Beyond the Shine: The Hidden Physics of Honey Tank Sanitation
- Is Your Honey Tank a Hidden Hazard? Why Poor Sanitation Can Spoil Your Harvest
- Heat, Honey, and Haste: The Physics of Preserving Liquid Gold
- The Hidden Bottleneck: Why Inconsistent Honey Heating Is Stalling Your Operation—And How to Fix It
- How to Heat Honey Without Destroying Its Nutrients: Science-Backed Methods



















