
You’ve spent an entire season producing thousands of pounds of beautiful, raw honey. But now, as you prepare for bottling, a familiar problem arises: your honey is a solid, crystallized block in a 55-gallon drum. The bottling line is waiting, distributors are calling, and every hour of delay costs you money.
You apply heat—it's the only way forward. But a nagging question lingers: are you simply re-liquefying your product, or are you melting your profits away with it?
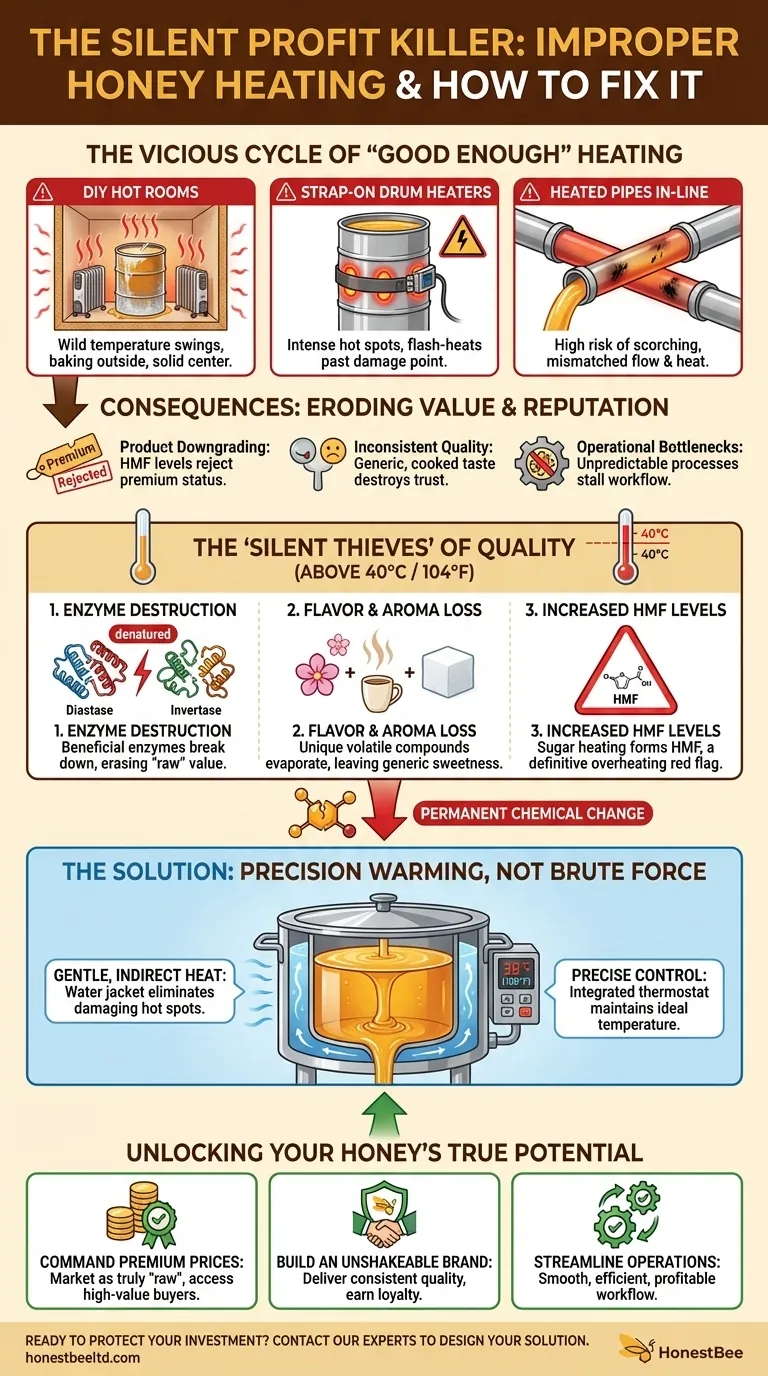
The Vicious Cycle of "Good Enough" Heating
For commercial beekeepers, dealing with crystallized honey isn't a choice; it's a daily operational reality. The pressure to get the product flowing leads many to adopt "good enough" heating methods. Do any of these sound familiar?
- DIY Hot Rooms: Using space heaters in a small, insulated room. This method creates wild temperature swings, often baking the drums on the outside while the center remains solid.
- Strap-On Drum Heaters: These promise convenience but function like a microwave, creating intense hot spots where the heater contacts the drum. This flash-heats a portion of your honey well past the point of damage.
- Running Honey Through Heated Pipes: A common method for in-line processing, but one that carries a high risk of scorching if flow rates aren't perfectly matched to heat application.
These methods might eventually liquefy the honey, but they come at a steep, often hidden, cost. The negative business consequences are significant:
- Product Downgrading: Honey that could have been sold as premium "raw" product is now rejected by discerning buyers due to high HMF levels, forcing you to sell it as lower-grade baking honey.
- Inconsistent Quality: One batch tastes perfect, with delicate floral notes. The next tastes generic and slightly cooked. This inconsistency erodes brand trust and your reputation.
- Operational Bottlenecks: Unpredictable and slow heating processes stall your entire workflow, wasting time and labor while putting fulfillment deadlines at risk.
You're caught in a cycle: you need heat to operate, but the very tools you're using are silently stripping the value from your hard work.
Beyond Crystallization: The Invisible Damage of Uncontrolled Heat
The core conflict is simple: melting glucose crystals requires warmth, but the very essence of premium honey is destroyed by heat. Crystallization is a reversible physical change; heat damage is a permanent chemical one.
Once the temperature of your honey exceeds the natural, stable warmth of a beehive—around 40°C (104°F)—three "silent thieves" begin to degrade your product:
- Enzyme Destruction: Beneficial enzymes like diastase and invertase, which are key markers of raw honey, are delicate proteins. They begin to break down (denature) above this temperature threshold, effectively erasing one of the key selling points of a premium product.
- Flavor and Aroma Loss: The unique, volatile compounds that give your honey its distinct floral aroma and taste evaporate when heated. What's left is a one-dimensional, generic sweetness.
- Increased HMF Levels: Hydroxymethylfurfural (HMF) is a compound formed when sugars are heated. While present in trace amounts naturally, high levels are a definitive red flag for overheating. For many bulk honey buyers and international markets, a low HMF level is a non-negotiable quality standard.
The "good enough" solutions fail because they apply brute-force heat, not gentle warmth. Those strap-on heaters and unevenly heated rooms create zones that far exceed 40°C, scorching the honey they touch long before the core of the drum is even melted. You're not just fighting crystallization; you're in a battle against irreversible chemistry.
From Brute Force to Precision: The Right Tool for the Job
To walk this temperature tightrope at a commercial scale, you need to stop thinking about brute-force heating and start thinking about precision warming. You need a system designed specifically to respect the delicate biology of honey.
This is why professional-grade equipment isn't a luxury; it's a necessity for protecting your investment. A purpose-built, jacketed honey warming tank, for example, is designed around the "gold standard" principle of a warm water bath, but engineered for the demands of a commercial operation.
Here’s how the right equipment directly defeats the "silent thieves" of quality:
- It provides gentle, indirect heat. Instead of a red-hot element pressed against your product, a water jacket distributes low-level warmth evenly around the entire tank. This completely eliminates the damaging hot spots that ruin flavor and spike HMF levels.
- It offers precise, reliable temperature control. With an integrated thermostat, you can set the temperature to a perfect 38°C (100°F) and trust it to stay there. This ensures your honey is held in the ideal zone—warm enough to flow, but cool enough to protect every delicate enzyme and aromatic compound.
This isn't just a container that heats; it's a tool engineered from a deep understanding of what makes honey valuable. It's the difference between guessing and knowing your quality is protected.
Beyond Liquefaction: Unlocking Your Honey's True Potential
When you move from struggling with inconsistent heating to mastering precise, gentle warming, the entire outlook for your business changes. This isn't just about solving a single processing headache; it's about unlocking new opportunities.
With consistent, reliable, and safe honey processing, you can:
- Confidently Command Premium Prices: Market your honey as truly "raw" and unpasteurized, with the lab tests to prove it, and access higher-value markets that reward quality.
- Build an Unshakeable Brand: Deliver the exact same high-quality product with every single order, earning the trust and loyalty of distributors and end customers.
- Streamline Your Entire Operation: Turn bottling from a chaotic, unpredictable event into a smooth, efficient, and profitable part of your workflow. You can plan your production schedule with confidence, knowing your honey will be ready exactly when you need it.
Ultimately, controlling your process is about controlling your destiny. It allows you to scale your operation without ever having to sacrifice the quality that made you successful in the first place.
Your honey is more than just a commodity; it's the result of a season of hard work. Protecting its quality isn't just about preserving enzymes—it's about preserving your profits and your reputation. If you're ready to move beyond the operational headaches of "good enough" heating and implement a professional system that protects the value of every drop, our team is here to help you design a solution that fits your scale and goals. Contact Our Experts.
Visual Guide
Related Products
- HONESTBEE Commercial Upright Honey Melter
- Stainless Steel Heated Honey Tank Warming Heating Tank
- Double Wall Honey Heating Stirring Homogenizer Mixing Machine with Various Capacity
- Honey Tank Heater Drum Heating Blanket for Honey Barrel
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
Related Articles
- Heat, Honey, and Haste: The Physics of Preserving Liquid Gold
- The Last Drop: Maximizing Yield and Purity with a Stainless Steel Honey Press
- How to Heat Honey Without Destroying Its Nutrients: Science-Backed Methods
- Is Your Honey Tank a Hidden Hazard? Why Poor Sanitation Can Spoil Your Harvest
- The Unseen Cost of Heat: Preserving the Value in Commercial Honey Operations



















