Beyond simple thickening, a honey vacuum thickener is a multi-functional processing unit designed to refine raw honey into a stable, market-ready product. In addition to its primary role of concentration, it also performs crucial melting and filtration functions, which are integral to improving honey quality and shelf life.
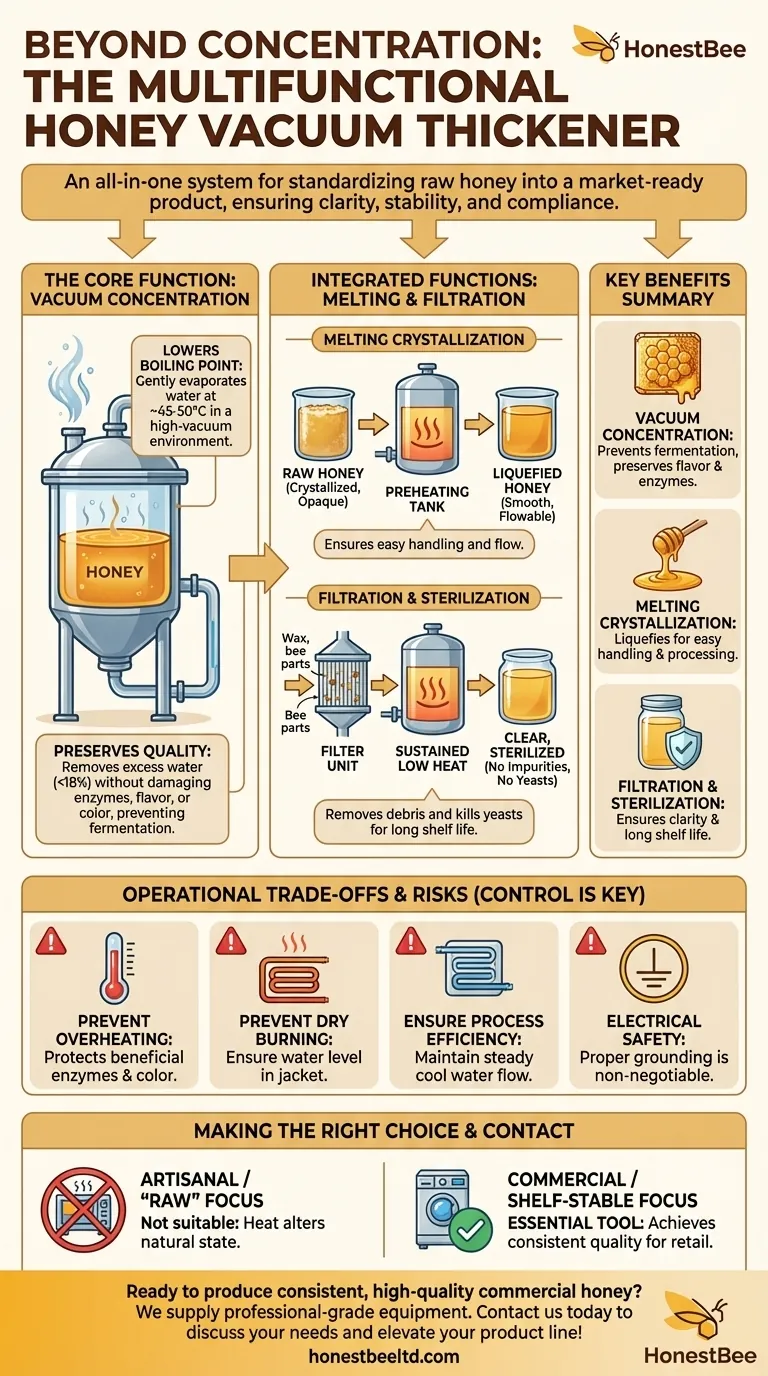
The true purpose of a honey vacuum thickener is not just to remove water, but to serve as an all-in-one system for standardizing honey. It ensures clarity, stability, and compliance with commercial standards by integrating heating, filtering, and concentration into a single, efficient process.

The Core Function: Vacuum Concentration
How It Lowers Water Content
A honey vacuum thickener operates on a simple principle of physics: the boiling point of water decreases as atmospheric pressure drops. The equipment creates a high-vacuum environment inside its concentration tank.
This allows the water in the honey to evaporate at a much lower temperature (around 45-50°C) than it would at normal atmospheric pressure.
Why Concentration is Critical
This gentle evaporation process is crucial for removing excess water without damaging the honey's delicate enzymes, flavor, and color. Reducing the water content to below 18% prevents fermentation, meets national and international standards, and ensures the honey can be preserved for a long time.
Beyond Concentration: The Integrated Functions
While concentration is the main event, the machine performs other vital tasks that prepare the honey for a commercial setting.
Melting Crystallization
Raw, unprocessed honey often contains sugar crystals, making it thick, opaque, and difficult to handle. The first stage in the thickener is a preheating tank.
This tank gently warms the honey to a controlled temperature, melting any existing crystals and returning the honey to a smooth, liquid state. This step is essential for ensuring the honey can flow easily through the rest of the system.
Filtration and Sterilization
After being liquefied in the preheating tank, the honey passes through a filter. This removes physical impurities such as wax particles, bee parts, and other debris that may be present after extraction.
The sustained low heat during both preheating and concentration also serves a secondary purpose: sterilization. It helps to kill naturally occurring yeasts that could otherwise cause the honey to ferment and spoil over time.
Understanding the Trade-offs and Operational Risks
While highly effective, operating a honey vacuum thickener requires careful attention to avoid compromising honey quality or creating safety hazards.
Risk of Damaging the Honey
The primary advantage of vacuum concentration is the use of low heat. However, improper temperature control or prolonged heating can still damage the honey. Overheating can destroy beneficial enzymes and darken the honey's color, reducing its market value.
Preventing Equipment Damage
The equipment's heating elements are susceptible to damage. You must ensure the water level in the jacket of both the preheating and concentration tanks is sufficient to prevent the heaters from dry burning.
Ensuring Process Efficiency
The efficiency of the entire process depends on the vacuum pump and the condenser. The condenser requires a steady flow of cool water to turn the evaporated water vapor back into a liquid. If the cooling water gets too warm, the condenser's efficiency drops, the vacuum weakens, and the concentration process will slow significantly.
Electrical Safety
As with any industrial equipment, proper grounding is non-negotiable. The machine's shell must be securely grounded to prevent the risk of electrical shock to the operator.
Making the Right Choice for Your Goal
The decision to use a honey vacuum thickener depends entirely on your final product goals.
- If your primary focus is producing artisanal, "raw" honey: This machine is likely not suitable, as any application of heat technically alters the honey from its most natural state.
- If your primary focus is creating a shelf-stable commercial product: This equipment is an essential tool for achieving consistent quality, clarity, and longevity required for retail.
Ultimately, a honey vacuum thickener empowers producers to transform raw honey into a consistent, stable, and high-quality product ready for a broader market.
Summary Table:
| Function | Key Benefit |
|---|---|
| Vacuum Concentration | Gently removes water to prevent fermentation, preserving flavor and enzymes. |
| Melting Crystallization | Liquefies honey for easy handling and processing. |
| Filtration & Sterilization | Removes debris and kills yeasts to ensure clarity and long shelf life. |
Ready to produce consistent, high-quality commercial honey?
At HONESTBEE, we supply professional-grade honey vacuum thickeners and beekeeping equipment to commercial apiaries and distributors. Our wholesale-focused operations ensure you get the reliable machinery needed to standardize your honey, improve efficiency, and meet market demands.
Contact us today to discuss your honey processing needs and elevate your product line!
Visual Guide
Related Products
- Honey Concentrating Vacuum Heating Thickening Machine Dehumidifier for Honey
- 0.5T Capacity Honey Dehumidifier Dryer with Vacuum Heating and Thickening Filtering Machine
- High Quality Honey Dehumidifier Dryer Thickening Machine for Beekeeping
- Economy Small Scale Honey Dryer Dehumidifier Thickening Machine
- Double Wall Honey Heating Stirring Homogenizer Mixing Machine with Various Capacity
People Also Ask
- What are the benefits of a honey concentrator? Elevate Your Honey Quality and Market Value
- What material is used to construct the honey concentrating equipment? Ensuring Purity with Food-Grade Stainless Steel
- What are the advantages of the honey vacuum thickener equipment? Preserve Quality & Boost Efficiency
- What heating methods can be used with the honey concentrating equipment? Electric vs. Boiler Options
- What electrical safety precaution is necessary when operating the honey concentrating equipment? Essential Grounding Tips



















