
Proper honey mixer operation isn't just about efficiency—it's about protecting product quality and your investment. Commercial beekeepers lose thousands annually due to avoidable contamination incidents and mechanical failures. This guide details field-tested protocols for safe, compliant honey processing.
Operational Safety Protocols
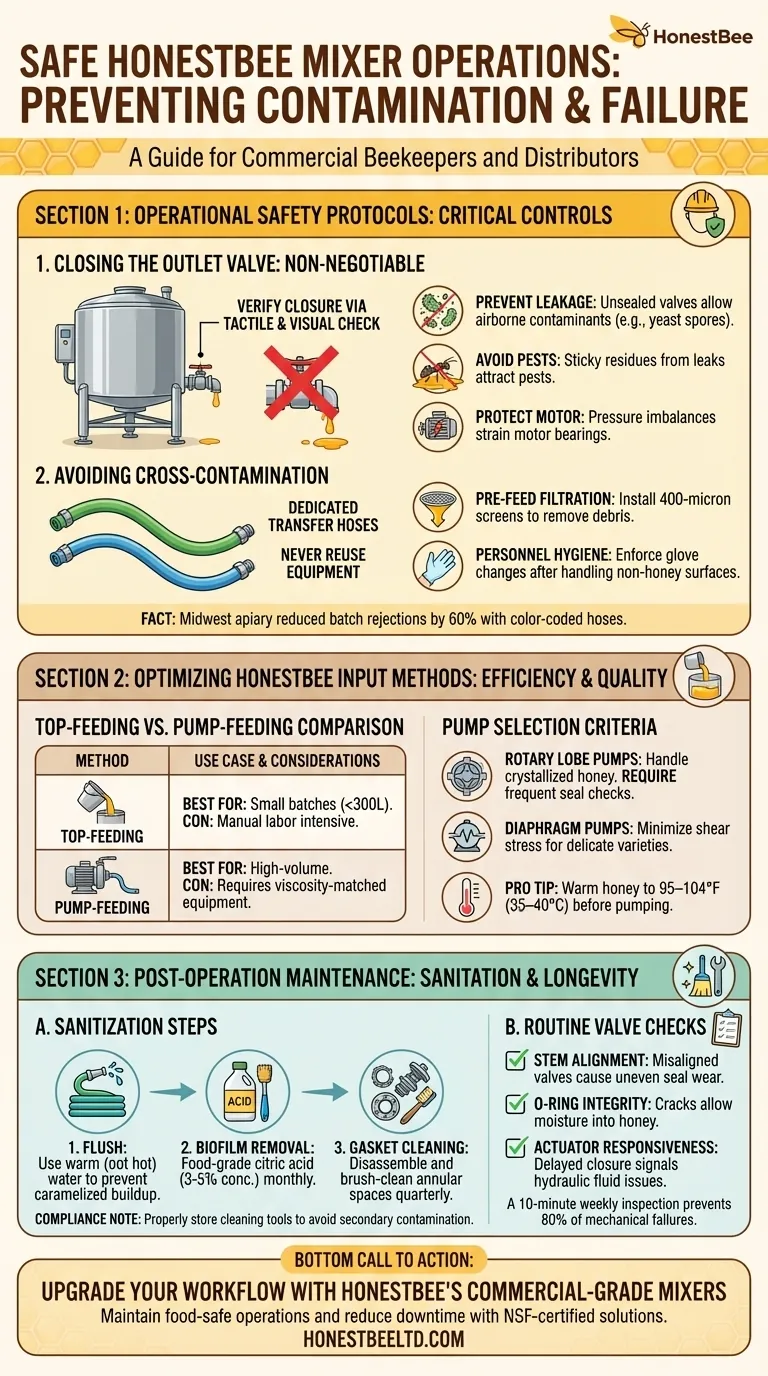
Why Closing the Outlet Valve is Non-Negotiable
Leaving the outlet valve open during filling is the leading cause of honey leakage and bacterial ingress. Research shows that:
- Unsealed valves allow airborne contaminants (e.g., yeast spores) to enter the mixer
- Sticky residues from leaks attract pests that compromise sanitation
- Pressure imbalances from open valves strain motor bearings
Best Practice: Always verify valve closure via tactile check (hand-tight) and visual inspection before feeding honey.
Avoiding Cross-Contamination During Honey Transfer
Honey’s low water activity doesn’t eliminate microbial risks. Critical control points include:
- Dedicated transfer hoses – Never reuse equipment between raw/unfiltered and processed batches
- Pre-feed filtration – Install 400-micron screens to remove wax debris that harbors bacteria
- Personnel hygiene – Enforce glove changes after handling non-honey surfaces
Real-world impact: A Midwest apiary reduced batch rejections by 60% after implementing color-coded hoses for different honey grades.
Optimizing Honey Input Methods
Top-Feeding vs. Pump-Feeding: Pros, Cons, and Use Cases
| Method | Best For | Limitations |
|---|---|---|
| Top-Feeding | Small batches (<300L) | Manual labor intensive |
| Pump-Feeding | High-volume operations | Requires viscosity-matched equipment |
Pump selection criteria:
- Rotary lobe pumps handle crystallized honey but require frequent seal checks
- Diaphragm pumps minimize shear stress for delicate floral varieties
Pro tip: Warm honey to 95–104°F (35–40°C) before pumping to reduce viscosity-related strain.
Post-Operation Maintenance
Sanitization Steps to Meet Food Safety Standards
Post-batch cleaning should address three contamination vectors:
- Residual honey – Flush with warm (not hot) water to prevent caramelized buildup
- Biofilms – Use food-grade citric acid solutions (3–5% concentration) monthly
- Gasket surfaces – Disassemble and brush-clean annular spaces quarterly
Compliance note: USDA audits frequently cite improperly stored cleaning tools as secondary contamination sources.
Routine Checks to Prevent Valve Malfunctions
A 10-minute weekly inspection prevents 80% of mechanical failures:
✔ Stem alignment – Misaligned valves cause uneven seal wear
✔ O-ring integrity – Cracks allow moisture absorption into honey
✔ Actuator responsiveness – Delayed closure signals hydraulic fluid issues
Ready to upgrade your honey processing workflow? HONESTBEE’s commercial-grade mixers and sanitation systems help distributors and large apiaries maintain food-safe operations while reducing downtime. Explore our NSF-certified solutions today.
Visual Guide
Related Products
- Double Wall Honey Heating Stirring Homogenizer Mixing Machine with Various Capacity
- Economy Honey Homogenizer Mixer and Melting Machine for Beekeeping
- Economy Small Honey Filling Machine Honey Bottle Filler Packaging Machine
- Double Nozzle Small Honey Filling Machine Honey Sachet Packing Packaging Equipment
- Professional Thermostatic Conical Honey Melter
Related Articles
- The Bottleneck and the Bottle: A Systems Approach to Honey Filling
- How to Choose the Best Honey Filling Machine for Your Production Needs
- The Bottleneck and the Balance Sheet: A Strategic Guide to Honey Filling Machines
- Heat, Honey, and the Commercial Compromise: Why Processing is a Balancing Act
- The Bottleneck in a Bottle: Why Manual Honey Filling Limits Your Apiary's Growth



















