
The hum of the motor deepens to a groan. You watch as the flow of golden honey slows to a trickle, then stops completely. It's another clog—another afternoon spent wrestling with sticky pipes, another motor at risk of burning out. The extraction room, which should be a hub of productivity, has become a source of constant frustration.
If this scene feels familiar, you’re not alone.
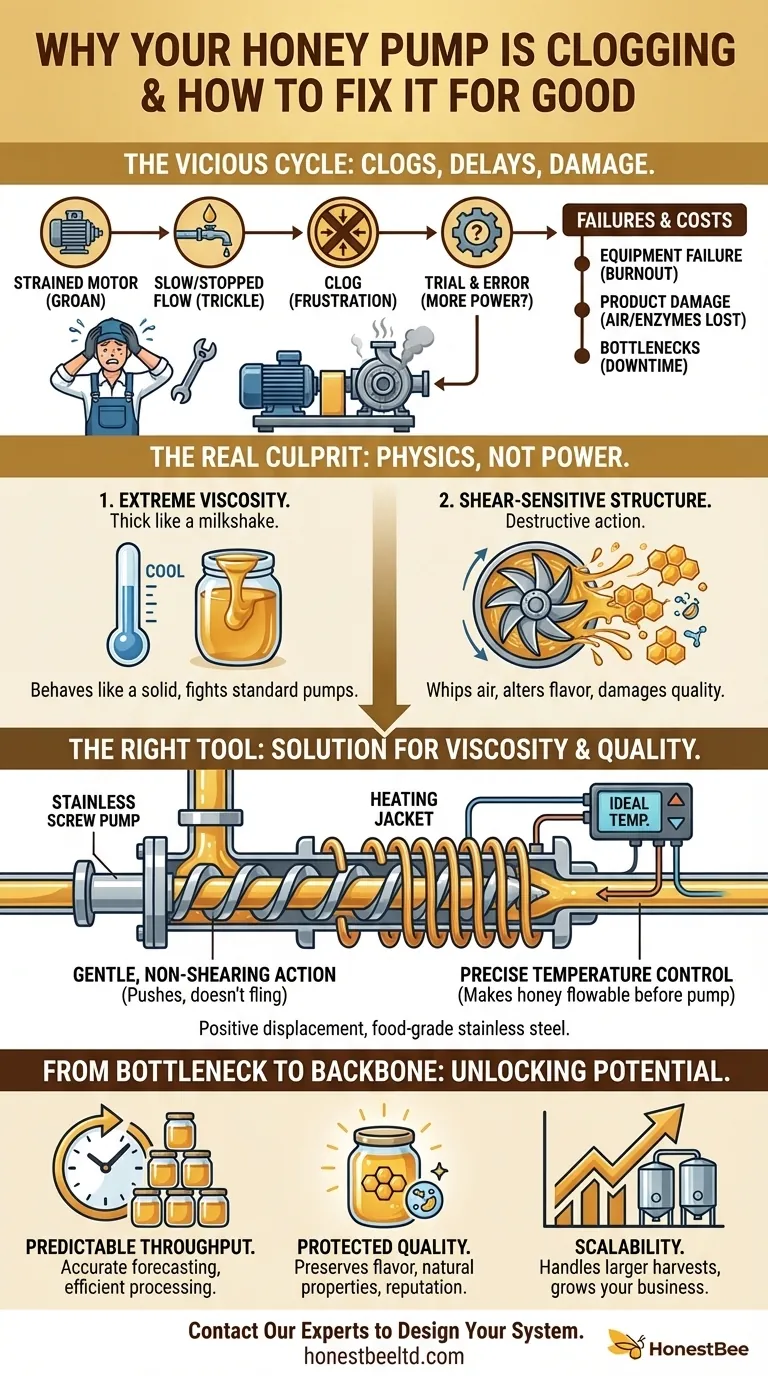
The Vicious Cycle of Clogs, Delays, and Damaged Product
For commercial apiaries and distributors, moving honey from the extractor to the bottle is a mission-critical process. Yet, it's often the biggest bottleneck. Faced with thick, stubborn honey, many operators fall into a predictable pattern of trial and error.
Perhaps you’ve tried a more powerful centrifugal pump, thinking more horsepower would solve the problem. Or maybe you've tried to just "muscle through" on a cold morning, cranking up the pump speed and hoping for the best.
The results are almost always the same:
- Equipment Failure: Standard pumps, not designed for high-viscosity materials, experience extreme strain. Motors overheat and burn out. Impellers get clogged with wax and crystallized honey, leading to costly downtime and repairs.
- Product Damage: The high-speed, high-shear action of a centrifugal pump is violent. It whips air into the honey, damages its delicate enzymes, and can even alter its flavor profile—turning a premium product into a standard one.
- Operational Bottlenecks: When your pump can’t keep up with your extractors, your entire workflow grinds to a halt. An extraction that should take a few hours stretches into a multi-day ordeal, delaying filtration, bottling, and ultimately, your ability to fulfill orders.
These aren't just minor inconveniences; they are direct hits to your bottom line. Wasted labor, expensive equipment replacement, and devalued product all erode your profitability.
The Real Culprit: Why 'More Power' Is the Wrong Answer
The persistent struggle with honey pumps stems from a common misunderstanding. We tend to think of it as a power problem, but it’s actually a physics problem. The issue isn't that your pump is too weak; it’s that it’s the wrong tool for the job, fighting a battle against the fundamental properties of honey.
Honey presents two distinct challenges that must be solved simultaneously:
1. Extreme Viscosity That Changes with Temperature
Honey is incredibly thick. In cooler temperatures, its viscosity skyrockets, making it behave more like a solid than a liquid. Trying to force cold honey through a pump designed for water is like trying to suck a milkshake through a coffee stirrer. The system is destined to fail. No amount of brute force from the wrong kind of pump can overcome this.
2. A Delicate, Shear-Sensitive Structure
Centrifugal pumps—the most common type of pump for thin liquids—work by using a rapidly spinning impeller to "fling" liquid outward. This creates high shear and agitation. While fine for water, this action is destructive to honey. It breaks down the natural enzymes and delicate aromatic compounds that define your honey’s quality and value.
This is why a more "powerful" standard pump often makes the problem worse. You not only fail to move the honey efficiently, but you actively damage the product you’re trying to protect. Common fixes fail because they treat the symptom (a clog) instead of the underlying disease (a fundamental mismatch between the tool and the material).
The Right Tool for a Delicate Job: Solving for Viscosity and Quality
To solve this problem permanently, you need a system designed around honey’s two core truths: its high viscosity and its delicate structure. This requires a two-part solution:
- Gentle, Non-Shearing Action: You need a pump that pushes honey, not flings it.
- Precise Temperature Control: You need to make the honey flowable before it enters the pump.
This is where a purpose-built stainless steel screw pump becomes the ideal tool. Unlike a centrifugal pump, a screw pump is a type of positive displacement pump. It uses a rotating helical screw to move a specific volume of honey with each rotation. The action is slow, gentle, and continuous.
- It directly solves the shear problem: The screw gently moves the honey along the line, preserving its delicate enzymes and aromas. There is no violent agitation.
- It is built for hygiene and longevity: Made from food-grade 304 stainless steel, it is non-reactive, resists corrosion from honey's natural acids, and is easy to clean, preventing contamination.
However, the pump is only half the equation. To address viscosity, it must be paired with a gentle heating system, like a water bath or heating jacket. By warming the honey to a consistent, flowable temperature, you allow the screw pump to work effortlessly, protecting the motor and ensuring a smooth, predictable transfer rate.
This integrated system—a stainless steel screw pump plus gentle heating—is not a "nice-to-have." It is the professional solution, engineered from a deep understanding of the problem.
From Bottleneck to Backbone: Unlocking Your Operation's True Potential
When you replace the cycle of clogs and frustration with a reliable, purpose-built system, something transformative happens. The pump ceases to be your operation's biggest bottleneck and becomes its steady, reliable backbone.
This unlocks a new level of efficiency and control:
- Predictable Throughput: Your extraction day becomes just that—a single, productive day. You can accurately forecast how long it will take to process a batch, allowing for better planning from extraction to bottling.
- Protected Quality: You can confidently process your honey knowing its premium quality, flavor, and natural properties are being preserved from the hive to the jar, protecting your brand's reputation.
- Scalability: With a system that can handle your capacity (whether it’s 1, 3, or 5 tons per hour), you can confidently take on larger harvests or supply larger orders without fear of your equipment failing.
This isn't just an operational upgrade; it's a strategic advantage. It frees up your time, reduces stress, and builds a foundation for you to grow your business reliably and profitably.
Solving the honey transfer challenge is the first step toward building a more resilient and profitable commercial operation. Whether you are scaling up, fighting bottlenecks, or supplying other beekeepers with reliable equipment, your challenges are unique. Our team of specialists can help you design a processing system that matches your specific scale and quality goals. To discuss your project and discover how the right equipment can protect your product and your bottom line, Contact Our Experts.
Visual Guide
Related Products
- Honey Convey Pump Screw Honey Pump for Viscous Liquid
- Stainless Steel Manual Honey Press with Guard for Pressing Honey and Wax
- Easy Use Manual Stainless Steel Honey Press for Honey Comb
- 10L Stainless Steel Electric Honey Press Machine
- Heavy Duty 304 Stainless Steel Honey Dipper
Related Articles
- How Honey Pumps Protect Quality and Adapt to Modern Beekeeping Needs
- Preserving the Golden Harvest: The Gentle Engineering of Honey Pumps
- How Honey Screw Presses Deliver Higher Yields With Less Waste
- Optimizing Honey Production: How to Choose the Right Stainless Steel Screw Pump Capacity
- Transfer vs. Bottle: The Critical Honey Pump Mistake Costing Your Apiary









