At its core, a honey concentrator is a quality control tool. Its primary function is to reduce the water content in harvested honey, which directly improves the honey's quality, stability, and market value. This process ensures the final product meets specific grade standards by enhancing its texture, preventing fermentation, and concentrating its natural flavors.
A honey concentrator is not simply for processing honey; it is for elevating it. By giving you precise control over moisture content, it transforms a variable harvest into a consistent, premium-grade product with a longer shelf life and richer flavor profile.

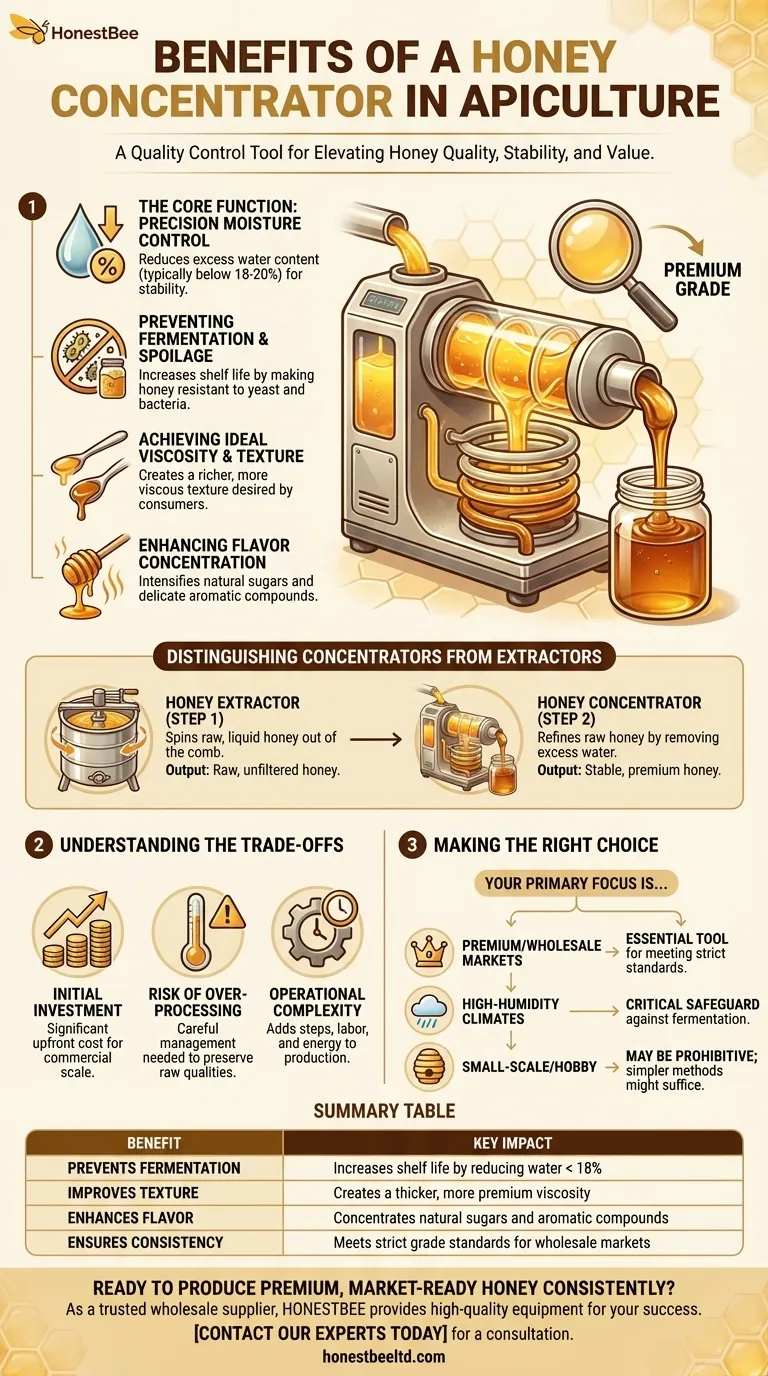
The Core Function: Precision Moisture Control
The value of a honey concentrator lies in its ability to solve the fundamental problem of excess moisture. Honey with a water content above 18-20% is prone to fermentation and spoilage.
Preventing Fermentation and Spoilage
Honey's low water content is what makes it naturally resistant to yeast and bacteria. If nectar is harvested before bees have had sufficient time to dehydrate it, the resulting honey will have high moisture.
A concentrator gently removes this excess water, bringing the content down to a stable level (typically below 18%). This dramatically increases the honey's shelf life and prevents financial loss from spoiled batches.
Achieving Ideal Viscosity and Texture
Moisture content directly dictates honey's viscosity, or thickness. Consumers often associate thicker, less "runny" honey with higher quality.
By reducing water, a concentrator gives the honey a richer, more viscous texture. This enhances the sensory experience and helps the product meet market expectations for premium honey.
Enhancing Flavor Concentration
When you remove water from a solution, the remaining components become more concentrated. This same principle applies to honey.
Lowering the water content intensifies the natural sugars and delicate aromatic compounds unique to the honey's floral source. The result is a more robust and distinct flavor profile.
Distinguishing Concentrators from Extractors
It is critical to understand that a concentrator and an extractor perform two different, sequential jobs in the honey production workflow.
The Role of the Honey Extractor
The first step after harvesting frames from the hive is extraction. An extractor is a machine that uses centrifugal force to spin liquid honey out of the beeswax comb.
This process separates the honey from the comb without destroying the comb itself, allowing bees to reuse it. The output is raw, unfiltered honey.
The Role of the Honey Concentrator
The concentrator is used after extraction. It takes the raw liquid honey and refines it by removing excess water, ensuring the final product is stable and of premium quality.
Understanding the Trade-offs
While beneficial, a honey concentrator is a significant investment and introduces another layer of processing that requires careful management.
Initial Investment and Scale
Honey concentrators are specialized pieces of equipment with a considerable upfront cost. Their value is most apparent for commercial or semi-commercial beekeepers aiming for premium markets where consistency and grade standards justify the expense.
Risk of Over-processing
The process of removing water, which often involves gentle warming and vacuum pressure, must be managed carefully. Over-heating or improper operation can potentially damage the delicate enzymes and subtle aromas that make honey valuable, compromising its "raw" qualities.
Operational Complexity
Using a concentrator adds another step to your production line. This requires labor, time, and energy consumption, which must be factored into the cost of production.
Making the Right Choice for Your Operation
Deciding whether to invest in a honey concentrator depends entirely on your specific goals and the scale of your apiculture business.
- If your primary focus is producing for premium or wholesale markets: A concentrator is a near-essential tool for guaranteeing your product meets the strict moisture content standards required for a top grade.
- If your primary focus is operating in a high-humidity climate: This machine can be a critical safeguard against losing batches to fermentation, as nectar collected in damp weather often has naturally high water content.
- If your primary focus is small-scale or hobby beekeeping: The cost and complexity may be prohibitive, and simpler methods (like using a dehumidifier in a sealed "hot room") can often achieve sufficient moisture reduction for personal use or local sales.
Ultimately, a honey concentrator is a strategic investment that empowers you to take complete control over the final quality of your honey.
Summary Table:
| Benefit | Key Impact |
|---|---|
| Prevents Fermentation | Increases shelf life by reducing water content below 18% |
| Improves Texture | Creates a thicker, more premium viscosity |
| Enhances Flavor | Concentrates natural sugars and aromatic compounds |
| Ensures Consistency | Meets strict grade standards for wholesale markets |
Ready to produce premium, market-ready honey consistently?
As a trusted wholesale supplier to commercial apiaries and distributors, HONESTBEE provides the high-quality equipment you need to succeed. A professional honey concentrator is a key investment for protecting your yield and maximizing your profit.
Let us help you select the right equipment for your scale and goals. Contact our experts today for a consultation and see how we can support your business growth.
Visual Guide
Related Products
- Honey Concentrating Vacuum Heating Thickening Machine Dehumidifier for Honey
- Honey Concentrating and Filtering Dehumidifier Machine 2T Capacity for Honey
- electric honey extractor honey centrifuge 3 frame honey extractor stainless steel honey frame extractor
- Double Wall Honey Heating Stirring Homogenizer Mixing Machine with Various Capacity
- 10L Stainless Steel Electric Honey Press Machine
People Also Ask
- What are the main functions of the honey concentrating equipment? Essential Machinery for Commercial Quality
- What electrical safety precaution is necessary when operating the honey concentrating equipment? Essential Grounding Tips
- What material is used to construct the honey concentrating equipment? Ensuring Purity with Food-Grade Stainless Steel
- What are the advantages of using a honey concentrator machine in apiculture? Boost Quality & Shelf Life
- What are the advantages of the honey vacuum thickener equipment? Preserve Quality & Boost Efficiency



















